
国際特許分類[B23K10/02]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | プラズマによる溶接または切断 (390) | プラズマ溶接 (156)
国際特許分類[B23K10/02]に分類される特許
71 - 80 / 156
プラズマキーホール溶接のスタート方法
【課題】裏波ビードが適切に形成された溶接ビードを得ることができるプラズマキーホール溶接のスタート方法を提供する。
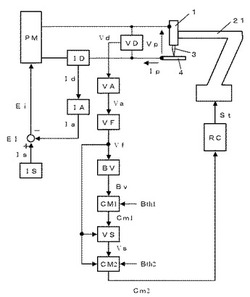
【解決手段】プラズマ溶接電流の通電を開始して、プラズマアーク電圧が安定してプラズマキーホールの形成が開始されたと判別されたときのプラズマアーク電圧をキーホール開始基準電圧として設定する。その後、プラズマアーク電圧とキーホール開始基準電圧との差が予め定めた基準値以上になったときに、プラズマキーホールが貫通したと判別して、プラズマトーチの移動を開始する。この結果、プラズマ溶接用電源からの出力が、交流電圧、交流パルス電圧又は直流パルス電圧のいずれの場合でも、プラズマキーホール溶接のキーホールの貫通を判別することができる。
(もっと読む)
プラズマ溶接法およびこれに用いられるアウターガス

【課題】プラズマ溶接法により、板厚6mm以上の炭素鋼材を安定に良好な裏ビードが形成されるように溶接することにある。
【解決手段】タングステン電極1の周囲にインサートチップ2を配し、このインサートチップ2の周囲にシールドキャップ3を配し、タングステン電極の先端部がインサートチップの先端部よりも内側に位置し、タングステン電極とインサートチップとの間隙にセンターガスを流し、インサートチップとシールドキャップとの間隙にアウターガスを流すようにしたプラズマ溶接トーチを用い、炭素鋼のプラズマキーホール溶接を行う際に、センターガスに不活性ガスを用い、アウターガスに酸素0.5〜6vol%あるいは炭酸ガス0.5〜2vol%、残部アルゴンの混合ガスを用いる。
(もっと読む)
機械構造用部品及びその製造方法
【課題】簡易な方法で効果的に全体の高剛性化を図ることができる機械構造用部品及びその製造方法を提供すること。
【解決手段】機械構造用部品1は、基材2の表面20に肉盛溶接用原料を供給して溶接することにより肉盛溶接部11を形成した後に基材2を除去して肉盛溶接部11のみにより構成してある。肉盛溶接部11は、純鉄又は鉄合金よりなるマトリックス相中に、4A族元素、5A族元素、6A族元素及びFeから選択される1種以上の元素を含むホウ化物又は/及びその複合化物を体積率で10〜70%分散させた高剛性鋼よりなる。
(もっと読む)
低温用鋼板の溶接方法
【課題】溶接部の溶存酸素量を低減することができ、深い溶け込みを得ることができる低温用鋼板の溶接方法を提供する。
【解決手段】本発明の低温用鋼板の溶接方法は、開先形状がルート面及び開先角度を有する低温用鋼板の突合せ継手の溶接方法であって、レーザトーチを先行させて、プラズマミグ溶接トーチを後行させて溶接を行う。レーザトーチから被溶接物の溶接継手のルート部にレーザ光を照射してプラズマミグ溶接を行って溶接ビードの第一層を形成し、次に、レーザ光を少なくとも開先側面を溶かす幅で、かつ、開先側面を隙間無く溶かす周波数でウィービングさせて照射してプラズマミグ溶接を行って第一層の上に第二層を形成する。この結果、小さい歪みで深い溶け込みが確保され、開先側面部も充分な溶け込みが得られた溶着率の高く溶存酸素量の少ない溶接ビードを形成することができる。
(もっと読む)
プラズマGMA溶接方法
【課題】ハンピングピードおよび蛇行ビードといった不当な溶接ビードの発生を抑制する。
【解決手段】本発明のプラズマGMA溶接方法は、溶接トーチ2を通して溶接母材Pに向けて送給されるワイヤWと溶接母材Pとの間にパルス波形のGMA溶接電流Iwmを流すことによりGMAアーク13を発生させるとともに、ワイヤWを囲むように供給されるガスGcを介して溶接トーチ2と溶接母材Pとの間にプラズマ溶接電流Iwpを流すことによりプラズマアーク32を発生させる方法であり、GMA溶接電流Iwmのピーク電流値Impおよびベース電流値Imbを、GMA溶接電流Iwmの平均電流値Imaが変化されるときに変化する変化区間を有し、かつ平均電流値Imaがある値に設定されるときのピーク電流値Impおよびベース電流値Imbが、平均電流値Imaより小さい値が設定されるときのピーク電流値Impおよびベース電流値Imb以上であるように設定する。
(もっと読む)
機械構造用部品及びその製造方法
【課題】簡易な方法で効果的に高剛性化を図ることができる機械構造用部品及びその製造方法を提供すること。
【解決手段】機械構造用部品は、鉄鋼材料よりなる基材2と、基材2の表面20に肉盛溶接用原料を供給して溶接することにより形成してなる1層又は複数層の肉盛溶接層31を備えた肉盛溶接部3とを有してなり、肉盛溶接層31は、純鉄又は鉄合金よりなるマトリックス相中に、4A族元素、5A族元素、6A族元素及びFeから選択される1種以上の元素を含むホウ化物又は/及びその複合化物を体積率で10〜70%分散させた高剛性鋼よりなると共に、基材2よりもヤング率が高い。
(もっと読む)
上下T型継手の溶接方法及び上下T型溶接継手並びにこれを用いた溶接構造物
【課題】立板の上下両面に上板及び下板が各々配置され健全な溶接金属部及び十分な溶接強度を得る上下T型継手の溶接方法及びその上下T型溶接継手並びにこれを用いた溶接構造物を提供する。
【解決手段】立板の上下両面に、1枚もしくは突合せ配置された2枚の上板及び下板が配置されたステンレス鋼板からなり、上板及び下板の表面から立板側まで、ワイヤを送給しながら、非消耗電極方式のアーク溶接またはレーザビームの焦点位置を板表面より上側へずらした焦点ぼかしのレーザビーム照射によるレーザ溶接を行う上下T型継手の溶接方法において、上板または下板の板厚T1の範囲が2<T1≦6mmであり、立板の板厚T2の範囲が前記板厚T1の2〜5倍(2×T1≦T2≦5×T1)であり、前記上板又は前記下板の貫通後の立板の溶け幅wが、前記板厚T1より大きい(w>T1)ことを特徴とする上下T型継手の溶接方法である。
(もっと読む)
ジルコニウム(Zr)製ベローズ
【課題】過酷な成形加工に耐えるジルコニウム(Zr)製薄肉パイプを造管し、これまで存在していない、耐食性の優れたジルコニウム製の液圧成形もしくは、ロール成形ベローズを提供する。
【解決手段】ジルコニウム製薄肉ベローズを成形するため、使用されるジルコニウム製薄肉溶接パイプの造管過程において、溶接金属及び熱影響範囲での酸素プラス窒素の含有量の増加を、100ppm以下に抑制することより、ジルコニウム製ベローズの液圧成形もしくはロール成形を可能とした。
(もっと読む)
プラズマGMA溶接方法
【課題】ワイヤが必要以上に軟化するのを抑制して安定したGMAアークを発生させる。
【解決手段】本発明のプラズマGMA溶接方法は、ワイヤWと溶接母材Pとの間にパルス波形のGMA溶接電流Iwpを流すことによりGMAアーク31を発生させるとともに、溶接トーチ2と溶接母材Pとの間にプラズマ溶接電流を流すことによりプラズマアーク32を発生させる方法であって、GMA溶接電流Iwmのパルスピーク電流値Impおよびパルスベース電流値Imbを、プラズマ溶接電流Iwpを変化させるときにパルスピーク電流値Impおよびパルスベース電流値Imbが変化する変化区間を有し、かつプラズマ溶接電流Iwpがある値に設定されるときのパルスピーク電流値Impおよびパルスベース電流値Imbが、当該プラズマ溶接電流Iwpより小さい値が設定されるときのパルスピーク電流値Impおよびパルスベース電流値Imb以下であるように設定する。
(もっと読む)
金属部品の表面処理方法
【課題】溶融亜鉛合金液や溶融アルミニウム合金液に対する耐腐食性をさらに改善した金属部品の表面処理方法を得る。
【解決手段】金属母材35の表面に、コバルト基合金材料からなる粉末にW,Moを加えた金属粉末を、プラズマ粉体溶接にて肉盛りし、ライニング層36を形成する金属部品の表面処理方法。コバルト基合金材料としては、Co−Cr−Fe合金材料、Co−Crを主成分とする合金材料を好適に使用することができる。ライニング層36の表面をスケーリング処理して金属酸化膜を形成すればより効果的である。
(もっと読む)
71 - 80 / 156
[ Back to top ]