
国際特許分類[B23K10/02]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | プラズマによる溶接または切断 (390) | プラズマ溶接 (156)
国際特許分類[B23K10/02]に分類される特許
101 - 110 / 156
亜鉛めっき鋼板のプラズマ溶接方法
【課題】 亜鉛めっき鋼板のプラズマ溶接において、インサートチップの、ヒュームの付着および亜鉛蒸気の付着による、合金化を防ぎ長時間安定した溶接が行う。
【解決手段】 亜鉛めっき鋼板のプラズマ溶接方法において、インサートチップ先端のプラズマガス噴出孔周囲に設けた複数のサイドプラズマガス噴出孔からプラズマガスを噴出しながら溶接することを第1の特徴とする。インサートチップ先端のプラズマガス噴出孔の直径が1.6〜4.0mm、サイドプラズマガス噴出孔の直径が0.5〜1.5mmであることを、第2の特徴とする。サイドプラズマガス噴出孔が、プラズマガス噴出孔を中心とする円上に等ピッチで分布する3〜6個であることを第3の特徴とする。
(もっと読む)
2電極アーク溶接のクレータ処理方法

【課題】シールドガス62を吐出するためのシールドガスノズル43内に配置された消耗電極11及び非消耗電極12を備えた溶接トーチを用い、消耗電極アーク31及び非消耗電極アーク32を発生させることにより溶接する2電極アーク溶接において、良好なクレータ処理を行う。
【解決手段】溶接終了に際して、消耗電極11の送給を継続したままで消耗電極アーク31を消弧し、非消耗電極アーク32によって消耗電極11を溶融してクレータ処理を行う。これにより、消耗電極11は安定して溶融されるのでスパッタの発生を抑制することができる。また、クレータ処理中は、消耗電極11の先端を溶融池2と短絡状態にして消耗電極11に加熱電流を通電する。さらに、クレータ処理の終了時は、消耗電極11の送給を停止した後に遅延させて非消耗電極アーク32を消弧することによって、消耗電極11の溶着を防止する。
(もっと読む)
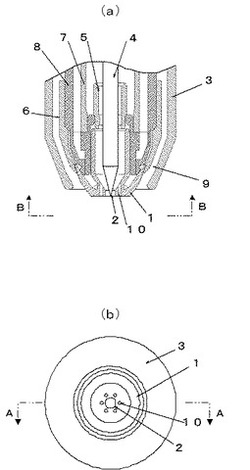
巻取りドラムの製造方法並びに巻取りドラム
本発明は、巻取り炉で使用される巻取りドラム(5)の製造方法並びに巻取りドラム(5)に関する。本発明に係る方法は、巻取りドラム本体(6)上に、表面層(7)を含むトリニッケルアルミナイドを形成する工程を含んでいる。 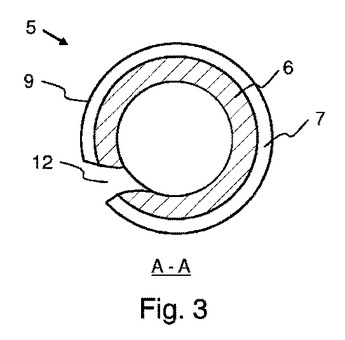 (もっと読む)
(もっと読む)
密閉型圧縮機および密閉型圧縮機用管状シェルの製管方法
【課題】安定した溶接ビードを備え、かつ、高い内圧の冷媒を使用する密閉型圧縮機に使用可能な密閉型圧縮機用管状シェルの製造方法、並びに当該製造方法によって製造された密閉型圧縮機用管状シェルを有する密閉型圧縮機を提供する。
【解決手段】密閉型圧縮機用管状シェルの製造方法は、矩形状素材3の両側縁にY字開先を形成する第1工程と、前記Y字開先のV字部が、外周になるように略筒状体4に成型する第2工程と、略筒状体4を縮径する第3工程と、筒状体5の前記Y字開先のルート部をプラズマによるキーホール溶接する第4工程と、前記Y字開先のV字部をMAC溶接によって肉盛溶接する第5工程と、前記第4工程で形成された裏ビードを除去する第6工程と、を有する。
(もっと読む)
溶接部の品質を制御する方法
【課題】溶接部の品質を制御し、改善するための方法を提供する。
【解決手段】熱源の周囲にシールドガスカーテン7を生成する工程と、前記シールドガスカーテン7から放射状に外側に位置し、放射状に外側向きの速度成分を有するシュラウドガスカーテン16を生成する工程とを含む。前記シールドガスカーテンと前記シュラウドガスカーテンを構成することによって、結果として生じる前記溶接部の力学的な及び/又は表面の特性を制御する。また、シールドガスを実質的に溶接位置の周辺近くに閉じ込めて集中させる方法、及び溶接操作においてシールドガスを実質的に再生して再利用する方法に関する。
(もっと読む)
高温加工用工具
【課題】1000℃を越えるような高温域の加工に供しても耐焼付き性と耐摩耗性に優れかつ熱亀裂感受性が低く切削加工も可能な表層を有する高温加工用の工具を提供する。
【解決手段】工具基材133と、工具基材133の表面に形成された肉盛層134とを有し、肉盛層134は、金属粒およびこの金属粒と異なる材質の金属粒を含む結合材から形成される高温加工用工具とする。この構成により、PTA肉盛層内で金属粒が均一に分布し易くなり、特に、延性破壊、焼付き、肉盛層の損傷、熱亀裂等の発生を効果的に抑制できる。
(もっと読む)
溶接方法
【課題】 溶接の構成部品について適格な修理・溶接を行う。
【解決手段】 構成部品(1、120、130、155)を溶接する溶接法であって、 500℃より高く(>500℃)、600℃より低い前記構成部品(1、120、130、155)の予熱温度を利用する。この温度によって周囲材料の降伏強度、従って、相互の拘束力を低下させることが可能である。
(もっと読む)
2電極アーク溶接方法
【課題】溶接部の溶存酸素量を低減することが可能な2電極アーク溶接方法を提供すること。
【解決手段】溶接母材Pに対して送給されるワイヤWとこのワイヤWを囲うように同心状に配置された非消耗電極とを備えた溶接トーチを用い、ワイヤと溶接母材Pとの間にGMAアーク6aを発生させ、かつ上記非消耗電極と溶接母材Pとの間にプラズマアーク6bを発生させるとともに、GMAアーク6aを直接囲うようにセンターガスGcを供給し、かつセンターガスGcに対して同心軸外側にシールドガスGsを供給する、2電極アーク溶接方法であって、センターガスGcは、不活性ガスであり、シールドガスGsは、不活性ガスと還元性ガスとの混合ガスである。このような構成とすることにより、溶融池Mpに溶解した酸素を除去することが可能であり、溶接ビードWpの溶存酸素量を低減することができる。これにより、溶接ビードWpの低温靭性を高めることができる。
(もっと読む)
携帯可能自律材料加工システム
材料を加工するために、携帯可能プラズマアークトーチシステムを使用することができる。システムは、交換可能または再充電可能電源と交換可能または再充填可能ガス源とを含む。コントローラは、電源またはガス源のうちの少なくとも1つと連通する。プラズマ送達デバイスは、コントローラを介して、電源からの電流およびガス源からのガスを受容し、プラズマ送達デバイスの出力においてプラズマアークを生成する。プラズマアークは、金属工作物等の材料を加工するために使用することができる。プラズマアークトーチは、交換可能または再充電/再充填可能電源およびガス源を含む、装着型携帯可能アセンブリを含むことができる。プラズマ送達デバイスは、アセンブリにおける電源からの電流およびアセンブリにおけるガス源からのガスを受容して、プラズマアークを生成する。  (もっと読む)
(もっと読む)
厚肉金属加工品を溶接によって結合する方法および装置
本発明は、厚肉金属加工品を溶接によって結合するための方法に関する。溶接継手を製造するために肉厚に依存して横断面に最大3つの溶接領域が設けられ、溶接には複数の溶接法を組合せて適用され、詳細には(ルート層用の)第1の溶接領域がレーザビーム溶接またはレーザアーク複合溶接によって溶接され、第2の溶接領域がレーザアーク複合溶接によって溶接され、厚肉金属加工品の板厚に依存して場合によって必要となる第3の溶接領域がレーザアーク複合溶接またはアーク溶接によって溶接される。その都度応用される溶接法に合せられる開先加工部も本発明に含まれる。 (もっと読む)
101 - 110 / 156
[ Back to top ]