
国際特許分類[B23K20/04]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 加熱するかまたは加熱することなく,衝撃または他の圧力を加えることによる非電気的接合,例.クラッド法または被せ金法 (2,526) | 圧延機の手段によるもの (88)
国際特許分類[B23K20/04]に分類される特許
61 - 70 / 88
クラッド材製造設備の母材予熱装置
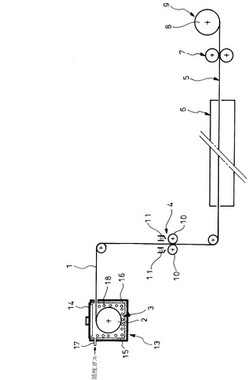
【課題】設備全長の長大化を抑えることができ、設備費削減を図り得るクラッド材製造設備の母材予熱装置を提供する。
【解決手段】母材コイル2から巻き戻された母材1の表面に金属粉末を圧着してロウ材層を形成するクラッド材製造設備において、母材1が巻き取られた母材コイル2を包囲して予熱する母材コイル予熱炉13を備える。
(もっと読む)
電解コンデンサ電極用アルミニウム箔の製造方法
【課題】 エッチング特性に優れて高静電容量を実現できると共に、耐折強度にも優れ、かつ歩留の低下を抑えた電解コンデンサ電極用アルミニウム箔を得る。
【解決手段】 Al:99.80%以上を含むと共にFe:5〜70ppm,Si:5〜70ppm及びCu:5〜150ppmを含み、残部が不純物からなるアルミニウム合金を皮材とし、Mn:0.8〜1.5%含有するAl−Mn系アルミニウム合金を芯材とした箔厚が50μm以上、かつ芯材の板厚比率が総板厚の20%以下のクラッド材からなるアルミニウム合金板を冷間圧延にてクラッド圧延を行う際、1パス目の圧下率を40%以上、その時の総板厚を2〜10mmとする。
(もっと読む)
複合多層構造の水素透過膜とその製造方法

【課題】薄く圧延されてもピンホールがなく、高純度水素の透過分離性能が良く、水素脆性しない安価な水素透過膜を提供する。
【解決手段】複合多層構造の水素透過膜1は、上から、PdまたはPd合金の触媒金属層53、Pdと低い固溶限を有する第四金属層51、水素固溶量が小さく金属水素化物を作りにくい第二金属層49、水素固溶量が大きい第三金属層50、水素透過性能の高い第一金属層48、第三金属層50、第二金属層49、第三金属層50、第一金属層48、第三金属層50、第二金属層49、第四金属層51、触媒金属層53の順で積層された構造を有し、第一金属層48、第二金属層49、第三金属層50、第四金属層51からなる複合コア積層体52を拡散接合と圧延により作成し、その両面に触媒金属層53を形成してなるもので、圧延後に追加熱処理により加工性を高めた。
(もっと読む)
アルミニウム軸受用クラッド材の製造方法
【課題】アルミニウム材と鋼材とを接着してアルミニウム軸受の形成用材料となるクラッド材を製造する方法において、クラッド材の厚さ方向、或いは幅方向の形状精度を良くする。
【解決手段】アルミニウム材と鋼材とを圧延圧接し、このアルミニウム材と鋼材とのクラッド材の厚さ方向の形状精度を高めるための二次圧延を行った後、熱処理を行う。或いは、クラッド材を幅方向に複数分割した後、熱処理を行う。更には、クラッド材を幅方向に複数分割し、そして二次圧延、引抜を行い、最後に熱処理を行う。
(もっと読む)
クラッド板ならびにその製造方法
【課題】マグネシウム合金と純アルミニウムまたはアルミニウム合金とのクラッド板において、簡便で安価に製造することができ、接合強度に優れ、しかも、クラッド板としても優れた加工性を有するものを提供する。
【解決手段】六方最密構造を有する展伸用マグネシウム合金が用いられてなるマグネシウム板の表面に、純アルミニウムまたはアルミニウム合金が用いられてなるアルミニウム板が接合されてマグネシウム層とアルミニウム層とが形成され、マグネシウム層とアルミニウム層との接合界面の中間層厚さが5μm以下であり、マグネシウム層の平均結晶粒径が10μm以下であることを特徴とするクラッド板とその製造方法とを提供する。
(もっと読む)
クラッド材の製造方法
【課題】生産性に優れ、側材用部材の表面粗度および平坦度の制御が容易であり、密着不良が生じにくいクラッド材の製造方法を提供する。
【解決手段】芯材と、芯材の片面または両面に重ね合わされた1つまたは複数の側材とからなるクラッド材の製造方法において、芯材準備工程S1aで芯材用金属を溶解、鋳造して製造した芯材用鋳塊、および、側材準備工程S1bで前記芯材用金属とは成分組成の異なる側材用金属を溶解、鋳造して製造した側材用鋳塊を準備する準備工程と、芯材用鋳塊の片面または両面に1つまたは複数の側材用鋳塊を側材として所定配置に重ね合わせて重ね合わせ材を製造する重ね合わせ工程S2aと、重ね合わせ材を熱間圧延してクラッド材を製造するクラッド熱延工程S3とを含むことを特徴とする。
(もっと読む)
アルミニウム合金ブレージングシートの製造方法
【課題】アルミニウム合金ブレージングシートにおいて、ノコロックろう付法を使用した場合においても良好なろう付け性を得ることができ、且つろう付け後に優れた強度、耐食性を有する、自動車用熱交換器の流体通路構成材として好適に使用できるアルミニウム合金ブレージングシートを提供する。
【解決手段】特定の組成を有する、犠牲陽極材−心材−中間材−ろう材をクラッドしたアルミニウム合金ブレージングシートであって、心材、中間材および犠牲陽極材中に存在する球相当粒径が0.1μm以下の金属間化合物の数密度(個/μm3)をそれぞれN1、N2、N3とし、数密度比N1/N2およびN1/N3がともに1.5以上であるアルミニウム合金ブレージングシートを製造する方法。
(もっと読む)
アルミクラッド圧延のパススケジュールの決定方法
【課題】アルミ合金クラッド材を熱間圧延により製造する場合に、積層構造や積層材質が異なる場合でも、積層界面での圧着を促進し、剥離が防止できる簡便なパススケジュールの決定方法を提供することである。
【解決手段】アルミクラッド圧延のパススケジュールを、剥離を生じない界面接合強度(臨界最大せん断応力τ(limit))を圧延実績データに基づいて界面での累積ひずみ(トータルひずみ)を用いて定式化し、このτ(limit)を圧延パス毎に予め算出し、一方、圧延パス毎に界面に作用する最大せん断応力τを数値解析により予測し、前記τがτ(limit)を超えないようにパス毎の圧下量を決定するようにしたのである。この方法によれば、剥離を生じない界面接合強度以下の範囲で各パスでの適正圧下量(圧下率)を簡便に求めることができ、必要以上の軽圧下パスをなくすることができ、圧延能率の向上に寄与する。
(もっと読む)
ステンレス鋼製のライナの代わりに蒸気ホーン領域に厚肉クラッド鋼板を備えた油蒸留真空コラム
【課題】真空コラムの蒸気ホーン区画の浸食を保護するため、ステンレス鋼製のライナの代わりに蒸気ホーン領域に厚肉クラッド鋼板を備えた油蒸留真空コラムを提供する。
【解決手段】油蒸留用の真空コラムは、隣接するコラム区画の耐腐食性厚さよりも厚い耐浸食性材料層を有している厚肉クラッド鋼板を組み込んである。厚肉の、爆圧接合またはロール接合したクラッド鋼板の使用は、余盛りを備えた従来のプラグ溶接されたライナまたは従来の外殻プレートよりも良い貢献を提供することが可能である。厚肉板は中実のステンレス鋼板で、炭素鋼製の内面に接合されるクラッディ鋼板であり、供給口は厚肉板を横切って供給物を分配するように配置されている。
(もっと読む)
金属面の接合方法
【課題】 本発明は、金属面の接合において、高い歩留で、健全な接合界面を形成する手段を提供することを目的とする。
【解決手段】 金属面同士を接合する方法であって、一方の金属面に金属添加層を形成する工程、該金属添加層より上層に、他方の金属面と同種の金属または他方の金属と合金化しうる金属からなる金属膜を成膜する工程、および該金属膜に他方の金属面を密着させて強加工を施す工程を含む前記方法。
(もっと読む)
61 - 70 / 88
[ Back to top ]