
国際特許分類[B23K26/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | レーザービームによる加工,例.溶接,切断,穴あけ (14,635) | 結合,例.溶接 (1,551)
国際特許分類[B23K26/20]の下位に属する分類
スポット溶接 (41)
シーム溶接 (18)
材料の性質を考慮したもの (343)
国際特許分類[B23K26/20]に分類される特許
961 - 970 / 1,149
金属蒸気キャピラリーの形成制御を用いたレーザービーム溶接方法
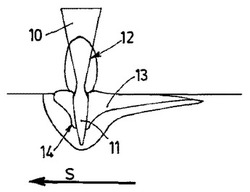
本発明はレーザービームによって少なくとも1つ、好ましくは2つの金属ワークピースを互いに溶接する方法に関し、レーザービーム(10)と、第1のガス流と、レーザービームおよび第1のガス流が通過する出力オリフィスを具備した溶接ノズルとを用い、金属蒸気で満たされるキャピラリー(11)またはキーホール(12)が形成されるように前記溶接可能な単数または複数のワークピースにレーザービームが衝突する地点で金属自体を溶融することによってワークピースを溶接することからなる。溶接の間、第1のガスは、ガス動圧が生じるように溶接可能な単数または複数の部品に対して垂直な方向で、金属蒸気キャピラリーの開口部に対してのみ向けられる。 (もっと読む)
レーザ加熱装置

【課題】レーザ光による半田付けや、樹脂接合、溶接などの加熱・加工処理をハンディに行うことができるレーザ加熱装置を提供する。
【解決手段】LDレーザ光2が照射されるレーザ加工点を含む視野10における光のうちからLDレーザ光2の波長の光を検出するレーザ光検出器9を設置し、LD制御器16は、レーザ光検出器9がLDレーザ光2の波長の光を検出するとハンディレーザ出射ヘッド1によるLDレーザ光2の出射を続行させ、検出しないとLDレーザ光2の出射を停止させる。
(もっと読む)
レーザ溶接装置およびその方法、ならびに照射装置
【課題】動作指令に対して実際のロボットの位置、姿勢に遅れがあった場合でも決められたレーザ照射位置へ正確にレーザを照射することのできるレーザ溶接装置を提供する。
【解決手段】ロボット制御装置52がロボット各軸のエンコーダから動作量測定値Rc1(t)〜Rc6(t)を取得して、この測定値からレーザ加工ヘッド3の現在位置を算出して、算出したレーザ加工ヘッド3の現在位置に基づきあらかじめ決められたレーザ照射位置へレーザを照射するように加工ヘッド制御装置53へレーザ射出方向Sr(t)を指示する。加工ヘッド制御装置53は指示された方向へレーザが照射されるように、レーザ加工ヘッド3内の反射鏡の向きを変更する。
(もっと読む)
レーザ接合品質検査装置
【課題】従来のレーザ接合品質検査装置では、反射光の強度が所定の範囲内に入っているか否かで接合状態の良否判定を行っていたので、反射光の検出値にノイズが乗ったときに、本来OK品となるものがNG品として誤判定されてしまうことがあった。
【解決手段】溶接物3と被溶接物2とのレーザ照射による接合部の品質を検査するレーザ接合品質検査装置1であって、接合部からの反射光を検出して反射光の時間積分強度を演算する反射光強度演算手段と、接合部からのプラズマ光を検出してプラズマ光の時間積分強度を演算するプラズマ光強度演算手段と、接合部からの赤外光を検出して赤外光の時間積分強度を演算する赤外光強度演算手段と、反射光、プラズマ光、および赤外光の時間積分強度を変数として判別分析を行い、各時間積分強度を検出した接合部の接合品質の良否判定を、判別分析の結果に基づいて行う、接合品質判定手段である演算装置16とを有する。
(もっと読む)
突合せ溶接方法およびその装置
【課題】溶接装置の稼働率を低下させることなく、複数枚のワークからラダー状の枠体を形成することができる突合せ溶接方法および装置を提供する。
【解決手段】本発明に係る突合せ溶接方法は、第一横ワークと第二横ワークと複数の縦ワークとを突合せ溶接する際、受け台24上に、第一横ワークWS1と各縦ワークWL1、WL2とを配置した後、それら第一横ワークWS1と複数の縦ワークWL1、WL2とを突き合わせて溶接して半枠体HFを形成し、その後、半枠体Pを移送すると共に、受け台上に第二横ワークWS2を配置し、半枠体HFと第二横ワークWS2とを突き合わせて溶接してラダー状の枠体Pを形成するものである。
(もっと読む)
レーザ溶接方法
【課題】 部材の輪郭全周にわたる円周溶接等に適用した場合でも、溶接ビードの部分等に低温割れが発生するのを防止できるようにする。
【解決手段】 一側部材であるボス20を、相手方部材となるウェブ12の挿通穴部12C内に挿通した状態で、レーザ溶接機21をレーザ照射の開始点(点PA の位置)に配置する。そして、1周目のレーザビーム22をボス20の輪郭(半径Rの照射軌跡23)に沿って1周する位置まで連続的に移動させる。次に、2周目のレーザ照射工程では、レーザ溶接機21によるレーザビーム22の照射を停止することなく、レーザビーム22のパワーを1周目のレーザ照射よりも徐々に下げながら照射軌跡25に沿ってレーザ照射を行い、2周目の終了位置(例えば、点PE の位置)でレーザビーム22の照射を停止する。
(もっと読む)
レーザ溶接装置、及びレーザ溶接方法
【課題】 1パルス周期の間にレーザビームの照射位置をワーク内で移動させることにより、良好な溶接を行うことが可能なレーザ溶接装置及びレーザ溶接方法を提供する。
【解決手段】リッドとパッケージを備えるワークに対しレーザビーム出射部は、所定のパルス周期で、パルス型のレーザビームを出射する。照射位置変更部は、レーザビームを受光し、レーザビームを照射する位置を変更する。詳しくは、照射位置変更部は、1パルス周期の間に、レーザビームを照射する位置をワーク内で移動し、連続溶接させる。これにより、溶接領域当りの熱量が小さくなるため溶接痕を小さくすることができる。また、ワーク全体に付与される熱量を減少させることができるため、溶接によってワーク内の電子部品などに与える影響を小さくすることができる。更に、溶接領域に対して間隔を空けることなく均一に溶接を行うことができるため、ワークの気密性を向上させることができる。
(もっと読む)
レーザ溶接装置、及びレーザ溶接方法
【課題】 簡便な構成によって、複数のワークに対して適切にレーザ溶接することが可能なレーザ溶接装置、及びレーザ溶接方法を提供する。
【解決手段】 レーザ溶接装置は、リッドとパッケージを備えるワークに対してレーザビームを照射することによって、ワークが封止されるように溶接を行う。具体的には、レーザ溶接装置は、レーザビーム出射部と、照射位置変更部と、移動手段と、を備える。レーザビーム出射部は、レーザビームを出射し、照射位置変更部は、レーザビーム出射部から出射されたレーザビームを受光して、レーザビームを照射する位置を変更する。具体的には、トレイなどに載置された複数のワークに対して溶接を行うために、照射位置変更部がレーザビームを照射する位置を変更する。そして、移動手段は、ワーク及び照射位置変更部のうち少なくともいずれかを移動させる。上記のレーザ溶接装置によれば、簡便な装置構成によって、複数のワークに対して効率的かつ適切に溶接を行うことができる。
(もっと読む)
積層光学素子、及びその製造方法
【課題】複数の大面積ウェハを積層、接着した状態でレーザ光線によって個片毎に切断、分離する際に、仮接合状態に保持された複数枚のウェハを、個片間の切断線に沿って切断する過程で同時に個片の接合面周縁部(非有効光学領域)のみを接着するようにした積層光学素子、及びその製造方法を提供する。
【解決手段】同一の外周輪郭形状を有した複数個の光学素子2、3を積層一体化した積層光学素子1において、各光学素子の対向面の外周縁に各光学素子を溶着させた溶着接合部4を備える。
(もっと読む)
重ね隅肉溶接方法
【課題】優れた疲労特性が要求される自動車用薄鋼板の、レーザ溶接とガスメタルアーク溶接の複合溶接からなる重ね隅肉溶接方法を提供する。
【解決手段】先行溶接をレーザ溶接、後行溶接をガスメタルアーク溶接とし、レーザ溶接による溶融池が凝固する前に、溶融池にガスメタルアーク溶接のアーク放電を行う。レーザ溶接におけるレーザのビーム径D(mm)、レーザ出力P(W)および溶接速度V(m/min)は次式を満足する。 120<P/(S・V2)<170ここでS=π(D/2)2はレーザビーム照射面積。
(もっと読む)
961 - 970 / 1,149
[ Back to top ]