
国際特許分類[B23K35/30]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断のために用いられる溶加棒,溶接電極,材料,媒剤 (4,089) | 材料の組成または性質を特徴とするもの (3,248) | 適当なハンダ付材料または溶接材料の選定 (1,960) | 主成分が1550°C以下の融点をもつもの (949)
国際特許分類[B23K35/30]に分類される特許
121 - 130 / 949
半導体素子の接合構造体および半導体素子の接合構造体の製造方法
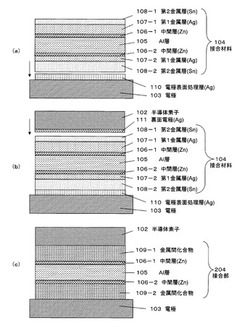
【課題】 半導体素子の使用時の250℃程度の発熱に対しても放熱性が優れ、また半導体素子と電極とを品質良く接合すること。
【解決手段】 半導体素子102と電極103との間に形成され、それらを接合する接合部204を備え、接合部204は、Al層105と、その両側に形成された各金属間化合物層109−1、109−2とを有し、接合部204は、箔状のAl105の外層に、NiまたはZnよりなる中間層106−1、106−2と、CuまたはNiまたはAgよりなる第1金属層107−1、107−2と、Snよりなる第2金属層108−1、108−2とをこの順で有する接合材料104を利用して形成される、半導体素子の接合構造体。
(もっと読む)
溶接金属及びサブマージアーク溶接方法

【課題】靱性が安定して優れているとともに、耐SR性が優れている高強度Cr−Mo鋼の溶接金属及びその溶接金属を得るサブマージアーク溶接方法を提供する。
【解決手段】サブマージアーク溶接によって溶接された溶接金属は、C:0.05乃至0.15質量%、Si:0.10乃至0.25質量%、Mn:0.50乃至1.30質量%、Cr:2.00乃至3.25質量%、Mo:0.90乃至1.20質量%、V:0.20乃至0.40質量%、Nb:0.010乃至0.040質量%、O:250乃至450ppm、を含有し、Al:0.040質量%以下、P:0.010質量%以下、S、Sn、Sb、As:総量で0.010質量%以下、Bi、Pb:総量で1.0ppm以下、であり、残部がFe及び不可避不純物である組成を有し、ミクロ組織において、粒面積が400μm2以下の結晶粒が結晶粒全体の70%以上を占める。
(もっと読む)
接合体
【課題】より大きな接合強度の接合体を得ることにより、高強度に接合された切削工具等を提供する。
【解決手段】超硬合金焼結体を第1の被接合材1とし、cBN焼結体を第2の被接合材2とする接合体であって、第1の被接合材および第2の被接合材は、両者の間に設置されたチタン(Ti)を含有する接合材3を介して、少なくとも、第2の被接合材の背面と底面からなる2面で接合されており、第2の被接合材と接合材との界面に、厚み10〜300nmの窒化チタン(TiN)化合物層が形成されていると共に、背面の接合層の厚みが、底面の接合層の厚みよりも薄い接合体
(もっと読む)
耐脆性破壊発生特性に優れた電子ビーム溶接継手
【課題】降伏強度が355MPaクラス以上で、板厚が50mm超の電子ビーム溶接用高強度鋼板を突合せ溶接して、破壊靭性値δcが十分に高い溶接継手を形成する。
【解決手段】溶接構造体の突合せ溶接継手において、(a)溶接金属部の硬さが母材の硬さの110%以上220%以下であり、かつ、(d)溶接溶融線と接する溶接影響部(HAZ)の旧オーステナイト粒径が100μm以下であり、必要に応じ、(b)溶接金属部の幅が母材板厚の20%以下であり、及び/又は、(c)熱影響を受けていない母材部の硬さの95%以下の硬さに軟化している溶接影響部領域の幅が3mm以上であることを特徴とする耐脆性破壊発生特性に優れた電子ビーム溶接継手。
(もっと読む)
固体電解質形燃料電池用接合部材
【課題】大気雰囲気でAgロウ材を用いてロウ付けを行った場合でも、接合強度が高く腐食が生じにくい固体電解質形燃料電池及びその製造方法を提供すること。
【解決手段】固体電解質形燃料電池セル3は、セル内セパレータ35を備えており、セル内セパレータ35は、ロウ材からなる接合層37により固体電解質体9に接合されている。固体電解質形燃料電池スタック1の枠部17では、蓋体29、接合層45、金属フレーム41、接合層47、セラミックフレーム39、接合層49、セル内セパレータ35、接合層51、金属フレーム43、接合層53、セル間セパレータ15等の順で積層され、各部材はロウ材からなる接合層45〜53により接合一体化されている。ロウ材としては、Agロウ材中に、Ni、Co、Cr、Ti、Ce、Sr、Mn、La、Sm、及びYの各元素の酸化物のうち、少なくとも1種を含むAgロウ材を用いる。
(もっと読む)
溶接用Ni基合金ソリッドワイヤ
【課題】溶接金属における延性低下再熱割れに対する優れた耐割れ性を有し、溶接金属の引張強度を母材と同等以上に高めることができると共に、溶接作業性が優れた溶接用Ni基合金ソリッドワイヤを提供する。
【解決手段】Cr:27:0乃至31.5質量%、Ti:0.50乃至0.90質量%、Nb:0.40乃至0.70質量%、Ta:0.10乃至0.30質量%、C:0.010乃至0.030質量%、及びFe:5.0乃至11.0質量%を含有し、Al:0.10質量%以下、N:0.020質量%以下、Zr:0.005質量%以下、P:0.010質量%以下、S:0.0050質量%以下、Si:0.50質量%以下、Mn:1.00質量%以下に規制し、残部はNi及び不可避的不純物である組成を有するソリッドワイヤである。
(もっと読む)
亜鉛めっき鋼板の隅肉アーク溶接方法
【課題】亜鉛めっき鋼板のアーク溶接においてピット・ブローホール等の気孔欠陥、アンダーカット等の溶接不良を抑制でき、さらに耐ギャップ性が良好な亜鉛めっき鋼板の隅肉アーク溶接方法を提供することを目的とする。
【解決手段】亜鉛めっき鋼板の重ね隅肉アーク溶接において、溶接金属中のSi含有率が質量%で0.5%以下であり、且つ上板の鋼板中のSiとAlの含有率の合計が質量%で0.35%以上であることを特徴とする亜鉛めっき鋼板の重ね隅肉アーク溶接方法および溶接継手。
(もっと読む)
高エネルギー密度ビームを用いた突合せ溶接継手
【課題】ギガサイクル域の振動に対しても耐えることが可能な疲労特性を有し、かつ十分な破壊靱性を有する溶接継手を提供する。
【解決手段】この溶接継手は、一対の鋼材と;前記一対の鋼材間の突合せ溶接部に、高エネルギー密度ビームにより溶接されて形成された溶接金属と;を備え、前記一対の鋼材のCの含有量が0.01〜0.08質量%の範囲であり、前記溶接金属の質量%の組成を用いた下記数式(a)により算出される変態開始温度Msが、250℃以下であり、前記突合せ溶接部に圧縮残留応力が付与されている。
Ms(℃)=371−353C−22Si−24.3Mn−7.7Cu−17.3Ni−17.7Cr−25.8Mo・・・(a)
(もっと読む)
Ar−CO2混合ガスシールドアーク溶接用ソリッドワイヤ
【課題】 ワイヤの生産性が良好で、特に多層盛溶接で溶接金属の強度および安定した低温靭性が確保でき、かつ、スパッタ発生量およびスラグ生成量が極めて少ないなど良好な溶接作業性が得られるAr−CO2混合ガスシールドアーク溶接用ソリッドワイヤを提供する。
【解決手段】 CO2を5〜25%含むArガスを用いて690N/mm2以上の高張力鋼を溶接するAr−CO2混合ガスシールドアーク溶接用ソリッドワイヤにおいて、質量%で、C:0.02〜0.08%、Si:0.65〜1.10%、Mn:1.80〜2.20%、ただし、Si+Mn:2.55〜3.15%、Mo:0.10〜0.30%、Cu:0.15〜0.40%、Ti:0.05〜0.16%、B:0.0010〜0.0060%、Al:0.005〜0.02%を含有し、N:0.0060%以下で、残部はFeおよび不可避不純物であることを特徴とする。
(もっと読む)
Pbフリーはんだ
【課題】Pbフリーはんだが溶融後固化した後における強度及び耐熱性を向上させるとともに、溶融したPbフリーはんだと端子電極とのぬれ性を改善すること。
【解決手段】電子部品2と、電子部品2が搭載される回路基板3と、電子部品2の端子電極2Tと回路基板3の端子電極3Tとの間には、Pbフリーはんだが溶融した後硬化して得られた接合金属10が介在して両者を接合する。接合金属10は、Ni−Fe合金を主成分とする第1金属相と、Sn合金を主成分とするとともに第1金属相を囲む第2金属相と、Snを主成分とする第3金属相とを有する。Pbフリーはんだは、Snを主成分とする第1金属粒子と、Ni−Fe合金を主成分とするコア粒子の表面が、Snと合金を作る金属を主成分とする少なくとも1つの被覆層で覆われた第2金属粒子とを含む。
(もっと読む)
121 - 130 / 949
[ Back to top ]