
国際特許分類[B23K37/047]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | このサブクラスの他のメイングループの1つのみによりカバーされる1つの工程に特に適合しない補助装置または方法 (802) | 加工物を保持または配置するためのもの (392) | ハンダ付,溶接または切断ステップ間の位置調整のための加工物の移動 (69)
国際特許分類[B23K37/047]に分類される特許
11 - 20 / 69
溶接用治具
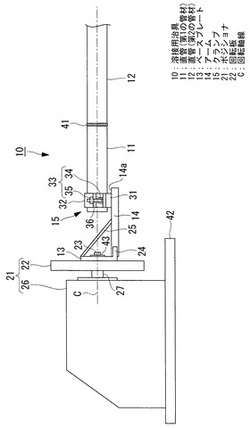
【課題】第1の管材の一端面と、第2の管材の一端面とを溶接接合する際の作業能率を向上させることができ、設備を削減することができるとともに、作業スペースの限られた工場等でも採用することができる溶接用治具を提供すること。
【解決手段】第1の管材11の一端面と、第2の管材12の一端面とを、周方向に沿って本溶接する際に用いられる溶接用治具10であって、ポジショナ21を構成する回転板22に固定されて、回転板22の回転軸線Cまわりに回転板22とともに回転するベースプレート13と、ベースプレート13から、回転軸線Cと平行になるとともに、回転板22と反対の側に延びるアーム14と、アーム14の先端部に固定されて、第1の管材11の他端部を支持するクランプ15と、を備えているとともに、クランプ15に支持された第1の管材11の長手方向軸線と、回転軸線Cとが一致するように構成されている。
(もっと読む)
円筒状ワーク切断装置

【課題】円筒状ワーク切断装置において、ワーク保持部のスムーズな径の拡大縮小がスパッタにより妨げられるのを防止する。
【解決手段】金属製の円筒状ワークを保持手段により保持し、保持手段を回転させながらワークにレーザ光を照射し、ワークを輪切り状に切断して金属リングを形成する円筒状ワーク切断装置において、保持手段を構成する円筒状保持部材110の内壁に形成されたスリット111、112を塞ぐテフロン(登録商標)シート114を、保持部材110の基端から先端にかけて設ける。これにより、ワークの切断時に生じるスパッタが、保持部材110のスリット111、112より内側に侵入するのを阻止する。
(もっと読む)
再溶解炉における消耗電極とスタブの溶接用の補助治具
【課題】 真空アーク再溶解炉やエレクトロスラグ再溶解炉などの再溶解炉の消耗電極である角型電極をターニングテーブル上で長手方向の軸を中心として回転させることで、スタブと角型電極の溶接前後における電極の温度管理を実現し、また、スタブと角型電極の溶接の作業性を向上させた電極とスタブの溶接用の補助治具を提供する。
【解決手段】 ターニングテーブル7の上に、消耗電極である角型電極3aを装着する四角形の開口部10を中心部に有する電極アタッチメント9を載置し、該電極アタッチメント9の開口部10に角型の消耗電極3aを装着し、該角型の消耗電極3aの長手方向の軸の周りにターニングテーブル7により回転可能としたことからなるスタブ2と角型の電極3aを溶接するための補助治具である。
(もっと読む)
ポジショナーへのワーク搭載方法、ポジショナーからのワーク取外し方法、ワーク保持具、ワーク支持具及びワーク搭載システム
【課題】ワーク搭載装置への箱物ワークの搭載、取外しを容易に行えるワーク搭載方法と、ワーク取外し方法と、それら搭載・取外しに使用するワーク保持具及びワーク支持具と、ワーク搭載システムを提供する。
【解決手段】ポジショナーのワーク支持具4に、箱物ワーク1を保持したワーク保持具3をセットして、ポジショナーに箱物ワークを容易に搭載でき、そのワーク保持具をワーク支持具から取外すことにより、ワーク保持具に保持されている箱物ワークをポジショナーから容易に取外し可能とした。ワーク保持具にワークを保持可能なクランプ部30と、ワーク支持具にセット可能なセット部31を設けた。ポジショナーにワークを保持したワーク保持具をセットできるワーク支持具と、ワーク支持具にセットされたワーク保持具を固定可能な固定具42を設けた。
(もっと読む)
パレット固定装置及びパレット固定方法
【課題】ワークを載置可能なパレットを加工領域でより安定して固定できるようにする。
【解決手段】パイプ用パレット5を本体フレーム9の加工領域7に、補助フレーム13から移動させて位置決めする際に、X軸方向とY軸方向の2方向の位置決めを行う第1のパレットロックモジュール55と、Z軸方向の位置決めを行う第2のパレットロックモジュール77とを使用する。第1のパレットロックモジュール55は、パイプ用パレット5に設けたパレットロックシリンダ61の駆動により、ポジショニングローラ51を下降させて本体フレーム9側の連結凹部53aに入り込ませる。第2のパレットロックモジュール77は、パイプ用パレット5に設けたロックシリンダ81の駆動により、ロッキングレバー71を介してその先端の係止ローラ73を、本体フレーム9側の係止凹部75aに下方から入り込ませる。
(もっと読む)
長尺材のレーザ切断加工方法及び装置
【課題】長尺材のワークの先端部側を基端部側を切断分離するレーザ切断加工方法及び装置を提供する。
【解決手段】長尺材の基端部側を把持したメインチャックによって長尺材Wを回転する工程と、前記メインチャック5に対して接近離反する方向であって、前記長尺材Wの長手方向へ移動自在なキャリッジ7に当該キャリッジ7の移動方向に対して直交する方向へ移動自在に備えたレーザ加工ヘッド9によって前記長尺材Wのレーザ加工を行うとき、前記長尺材Wを支持するサポートチャック11を前記キャリッジ7と一体的に長尺材Wの長手方向へ移動する工程と、前記長尺材Wの先端部側WAを前記レーザ加工ヘッド9によってレーザ加工を行う工程と、レーザ加工を行った長尺材の先端部側を前記基端部側から切断分離するときに、互いに直交する方向から長尺材を把持自在かつ長尺材と一体的に回転自在な回転クランプを備えると共に長尺材の長手方向へ移動自在な一対の製品サポートによって前記長尺材の先端部側を支持する工程、の各工程を備えている。
(もっと読む)
溶接用予熱装置及び溶接用予熱方法
【課題】ワークに溶接を施すに際して該ワークに予熱を与える時の熱効率及び作業効率の良い溶接用予熱装置及び溶接用予熱方法を提供する。
【解決手段】ワークWに溶接を施す際に該ワークWに予熱を与えるために用いられる溶接用予熱装置1において、前記ワークWを保持するとともに該ワークWの向きを変更させることが可能なポジショナ10と、前記ワークWを取り囲むように略筒状に形成され、前記ポジショナ10と連動して動作する保温筒20と、前記保温筒20の内側に前記ワークWを加熱可能に配置されたヒータ31、32とが備えられている。
(もっと読む)
構造物製造装置、クレーンジブ製造方法およびクレーンジブ製造装置
【課題】クレーンジブを容易に製造すること。
【解決手段】複数の断面四辺形状の本体部材21aを溶接接合してクレーンジブの長尺の支持部21を形成するクレーンジブ製造方法であって、本体部材21aの長さに応じて複数の架台100をスライド移動設置し、架台100上に本体部材21aを載置する配材工程と、当該架台100に載置された各本体部材21aの端部を突き合わせて、仮溶接止めする突き合わせ工程と、当該突合せ部の上面部を溶接する一部溶接工程と、作業床Gに配置された保持機構200により本体部材21aを輪転させて、突合せ部のその他の辺を順次、溶接施工する溶接工程と、を含む。
(もっと読む)
仕口用溶接支持台
【課題】既存の回転ポジショナに仕口のセッティングが容易で、複数の仕口を溶接することができ、回転ポジショナの本来の溶接作業エリアも有効に使用することができる仕口用溶接支持台を提供すること。
【解決手段】仕口用溶接支持台1は、仕口コアWaの壁面に梁取付部Wbを仮溶接して接続した仕口Wを着脱自在に支持して一対の回転ポジショナ50,50に保持させる仕口用溶接支持台であって、一対の前記回転ポジショナの間となる位置に複数の前記仕口を同一平面に載置するように設けた載置部2と、この載置部に設けられ前記仕口の梁取付部を支持する支持機構5と、前記載置部の両端に設けられ、前記回転ポジショナの環状部の内側に設けた固定治具52にそれぞれ着脱自在に保持される柱状部3と、を備える構成とした。
(もっと読む)
切断ワーク保持装置およびレーザ加工機
【課題】パイプ等の長尺なワークを加工するレーザ加工機において、ワークから製品となる部分を切断する際に、確実にワークを切断するとともに切断された部分を保持できるようにする。
【解決手段】切断ワーク保持装置は、レーザ加工機に長尺なパイプPの長手方向に沿って移動自在に設けられる支持台11を備える。当該支持台11には、ベアリングを介して回転自在に支持され、パイプPを当該パイプPの軸方向に沿って移動自在保持するとともに、当該パイプPと一体に回転するワーク保持手段が設けられている。ワーク保持手段は、パイプPの軸方向に沿って互いに離れた位置で当該パイプPに接触して当該パイプを保持する2つ以上の保持部15,16を備える。
(もっと読む)
11 - 20 / 69
[ Back to top ]