
国際特許分類[B23K9/23]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | 溶接される材料の性質を考慮したもの (418)
国際特許分類[B23K9/23]に分類される特許
171 - 180 / 418
オーステナイト系ステンレス鋼からなる溶接材料およびそれを用いた応力腐食割れ予防保全方法ならびに粒界腐食予防保全方法
【課題】原子力発電プラントなどにおける装置類、配管などのオーステナイト系ステンレス鋼の溶接接合部における応力腐食割れなどの発生や進展を防止できる溶接材料およびこの溶接材料を用いた予防保全方法を提供すること。
【解決手段】C:0.01wt%以下、Si:0.5wt%以下、Mn:0.5wt%以下、P:0.005wt%以下、S:0.005wt%以下、Ni:15.0〜40.0wt%、Cr:20.0〜30.0wt%、N:0.01wt%以下、O:0.01wt%以下を含有するオーステナイト系ステンレス鋼からなる溶接材料1である。特に、Bの含有率が3wtppm以下であることが特徴である。
(もっと読む)
ガスシールドアーク溶接方法

【課題】遅れ割れを防止すると共に予熱温度を低下させて溶接工程全体の作業効率を向上させることができるガスシールドアーク溶接方法を提供する。
【解決手段】引張強さが570N/mm2以上又は溶接割れ感受性指数PCMが0.24%以上であり、板厚が16mm以上である鋼板500をガスシールドアーク溶接する。コンタクトチップ100は、その基端部側に設けられた導電性の給電部110と、先端側に設けられ非導電性で送出ワイヤを案内するガイド部120とを有する。ガイド部120は、コンタクトチップ100の先端から5乃至70mmまでの範囲に設けられる。ワイヤ突出長Lは30mm以下である。溶接ワイヤ300は1mmあたりの電気抵抗が80μΩ以上である。
(もっと読む)
CrMoV鋼のサブマージアーク溶接用のフラックスおよびワイヤ
本発明は凝集溶接フラックスであって、フラックスの重量%で表された0.1〜0.6%の炭素(C)、0.3〜3%のマンガン(Mn)、0.006%未満の硫黄(S)、0.015%未満の鉛(Pb)、0.025%未満のリン(P)、0.1〜0.8%のチタン(Ti)および0.02%未満のアンチモン(Sb)を(%S)+(%Sb)+(%P)+(%Pb)<0.040%で有し、ここで(%S)、(%Sb)、(%P)および(%Pb)は前記フラックス中の元素S、Sb、PおよびPdのそれぞれの重量の量(フラックスの重量%で表される)であるフラックスに関する。本発明はこのフラックスと共に使用できる溶接ワイヤと、このフラックスおよびワイヤを使用するCrMoV鋼のサブマージアーク溶接方法であって溶接後応力除去処理中の再加熱におけるこれにより得られる溶接部の割れのリスクを減らすまたは最小にするための方法とにも関する。 (もっと読む)
低温用鋼のサブマージアーク溶接用フラックス入りワイヤおよび溶接方法。
【課題】 高速度の溶接条件においても溶接作業性が良好で、優れた機械性能の溶接金属が得られる低温用鋼のサブマージアーク溶接用フラックス入りワイヤおよび溶接方法を提供する。
【解決手段】 フラックス入りワイヤのワイヤ全質量%で、鋼製外皮と充填フラックスの一方または両方の合計で、C:0.02〜0.30%、Si:0.08〜0.6%、Mn:1.2〜3.4%、Ni:0.5〜3.5%、Mo:0.03〜0.8%を含有し、かつ、充填フラックスに、C:0.01〜0.27%、CaF2:2〜15%、金属炭酸塩のCO2分:0.05〜0.7%を含有し、残部は鋼製外皮のFe、合金粉中のFe、鉄粉および不可避的不純物からなり、ワイヤの全水素量が50ppm以下で、前記成分中の充填フラックスのフラックス充填率が10〜30%からなる鋼製外皮に継ぎ目が無いことを特徴とする低温用鋼のサブマージアーク溶接用フラックス入りワイヤ。
(もっと読む)
薄鋼板の隅肉アーク溶接方法
【課題】 溶接速度80cm/min超150cm/min以下でも、溶接止端部形状が良好で、溶接継手の疲労特性を向上させることのできる、薄鋼板の隅肉アーク溶接方法を提供する。
【解決手段】 本発明は、1.6〜6mm厚の鋼板の隅肉アーク溶接を、フラックス入りワイヤを用いた溶接速度80cm/min超150cm/min以下のガスシールドアーク溶接で行う際、前記鋼板とアーク溶接用フラックス入りワイヤとを、{Si(鋼板)+0.1×Si(ワイヤ)}≧0.32になるように組み合わせることを特徴とする。
(もっと読む)
低温靭性に優れた高強度溶接金属
【課題】フラックス入りワイヤを用いてガスシールドアーク溶接によって形成される溶接金属の強度を700MPa以上とすると共に、−60℃レベルの低温域での靭性にも優れた溶接金属を提供する。
【解決手段】フラックス入りワイヤを用い、ガスシールドアーク溶接によって形成された溶接金属であって、質量%で、 C:0.02〜0.12%、 Si:0.1〜1.0%、 Mn:0.5〜3.0%、 Al:0.002〜0.03%、 Ni:0.5〜3.5%、 Ti:0.005〜0.20%、 O:0.03〜0.08%を夫々含むと共に、 N:0.01%以下に制限し、且つ
前記溶接金属断面を電子顕微鏡で観察したときに、最大径が0.1μm以上、1μm未満の酸化物が観察視野1mm2換算で10×103〜500×103個存在し、
且つ、前記最大径が0.1μm以上、1μm未満の酸化物の内、個数割合で80%以上の酸化物が、Tiを含有する結晶質の酸化物および/またはSiを含有する非晶質の酸化物を内包するものであり、
更に最大径が1μm以上の酸化物が観察視野1mm2換算で150個以下に抑えられたものであって、
前記溶接金属断面の組織において、観察されるベイナイト組織サイズが平均で2.0μm以下である
ことを特徴とする低温靭性に優れた高強度溶接金属である。
(もっと読む)
1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属、コークドラムおよびボンドフラックス
【課題】 ソリッドワイヤとボンドフラックスとを組み合わせてサブマージアーク溶接で多層盛溶接された溶接金属の短時間から長時間にわたる応力除去を行った後においても母材との強度的ミスマッチングがなく、高靭性が得られるとともに溶接欠陥のない高品質な1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属を提供する。
【解決手段】 ソリッドワイヤとボンドフラックスとを組み合わせてサブマージアーク溶接で多層盛溶接される溶接金属において、溶接金属全質量当り、質量%で、C:0.06〜0.12%、Si:0.15〜0.30%、Mn:0.60〜1.10%、Cr:1.10〜1.45%、Mo:0.45〜0.60%を含有し、O:0.022%以下、N:0.008%以下で、残部はFeおよび不可避不純物であることを特徴とする1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属。
(もっと読む)
再熱割れ感受性の判定方法
【課題】溶接された領域を含む少なくとも一つの材料のサンプルの再熱割れ感受性を判定するシステム及び方法を提供する。
【解決手段】サンプルの長さを測定するステップと、サンプルに第1の応力を印加して、サンプルの所定の伸びを実現するステップと、伸びを達成したサンプルに所定の熱処理を施すステップと、サンプルが少なくとも2つの異なる断片に破断するまでサンプルに第2の応力を印加するステップと、破断したサンプルの再熱割れ感受性を判定するステップとを含む。
(もっと読む)
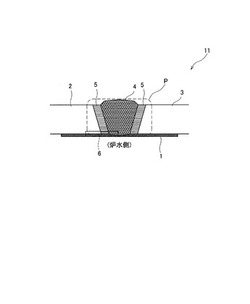
酸化防止剤を塗布した鋼板のアーク溶接方法
【課題】高い生産性で、溶接欠陥がなく、安定して高い継手強度が得られるホットプレス鋼板のアーク溶接方法を提供する。
【解決手段】酸化防止剤を、少なくとも片面に塗布した焼入用鋼板同士を、または、前記酸化防止剤を少なくとも片面に塗布した焼入用鋼板と被覆層を有しない金属板とを重ね隅肉接合する際に、溶接開始から3秒以上、下記式1および式2の両方を満足するように接合することを特徴とする鋼板のアーク溶接方法。
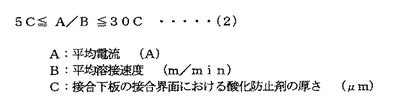 (もっと読む)
(もっと読む)
溶接添加剤、溶接添加剤の使用並びにコンポーネント
本発明は溶接フィラー並びにそれを使用するステップを提案する。この溶接フィラー並びにそれを使用するステップにより、ニッケル基超合金によって製造されたガスタービンのブレードまたはベーン、並びに他の高温ガスコンポーネントの補修溶接を、手動ないし自動溶接によって、室温で行うことが可能となる。溶接フィラーは同様にγ’硬化型ニッケル基超合金であるが、とりわけ、準備されるコンポーネントの基材材料とは異なる。溶接補修は、基材金属の特性の約50%、或いはそれ以上に相当する低サイクル疲労(Low Cycle Fatigue:LCF)を許容する(溶接は、基材金属のLCFサイクルの50%に耐える)。 (もっと読む)
171 - 180 / 418
[ Back to top ]