
国際特許分類[B23Q15/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 工作機械の細部;構成部分,または付属装置,例.倣いまたは制御装置;特定の細部または構成部分の構造により特徴づけられる工作機械一般;特定の結果を目的としない金属加工機械の組合わせ (8,929) | 工具または工作物の送り運動,切削速度または位置の自動制御または調整 (1,133)
国際特許分類[B23Q15/00]の下位に属する分類
工具が工作物に作用している間に行われるもの (364)
工具が工作物に作用している前後に行われるもの (174)
国際特許分類[B23Q15/00]に分類される特許
101 - 110 / 595
機械加工シミュレーションを最適化するためのシステム及び方法
本発明の実施の形態は、工作物のボリュームから、掃引されたボリュームのセットを除去することによって実施される工作物の機械加工のシミュレーションを最適化する方法で、ボリュームはセルのセットに分割され、各セルにこのセルと交差する掃引されたボリュームのサブセットを表す距離フィールドのサブセットを関連付けるステップであって、掃引されたボリュームのサブセットの少なくとも一部はセルの複合サーフェイスを形成する関連付けるステップと、セルに少なくとも1つの方向からこのセルに入射する光線のセットを当てるステップと、距離フィールドのサブセットの或る距離フィールドを選択して、セルと関連付けられた最適サブセットに含めるステップであって、距離フィールドによって表される掃引されたボリュームの境界は、複合サーフェイス上に位置する交点において少なくとも1つの光線と交差する選択して含めるステップとを含む方法である。 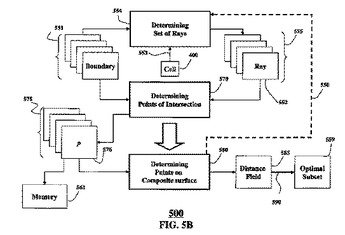 (もっと読む)
(もっと読む)
自動プログラミング装置、およびその動作プログラム
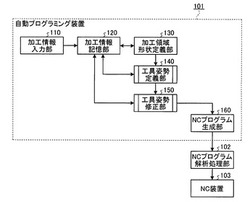
【課題】 旋回軸を有する動作の自由度の高いNC工作機械のNCプログラムを簡単な操作で生成できる自動プログラミング装置を提供すること。
【解決手段】 自動プログラミング装置101は、加工領域形状に対する工具姿勢を定義する工具姿勢定義部140を備え、さらにこの工具姿勢定義部140は、加工領域形状を構成する形状要素の情報から工具姿勢を決定する点を所定の方法により抽出する工具姿勢決定点抽出部と、工具姿勢を決定する点における工具姿勢を所定の方法により求める工具姿勢演算部を含んで構成されているので、旋回軸を有するNC工作機械の工具経路向けの工具姿勢を定義でき、CAMを用いなくても、簡単な操作でNCプログラムを生成することができる。
(もっと読む)
ねじ切り制御方法

【課題】 X軸の加減速性能のみを高めることにより、不完全ねじ部を簡易に短縮できるねじ切り方法を提供する。
【解決手段】 動作aで、工具をX軸方向に移動し、ねじ切り開始点に位置決めする。動作bで、主軸回転に同期して工具をZ軸方向へ移動し、ワークにねじを切削する。動作cで、所定の加減速時間Ta内にZ軸を減速し、X軸を加速し、工具をX軸方向へ退避させる切り上げ動作を行う。動作dで、工具をZ軸方向へ後退させ、ねじ切りサイクルの基準点に戻す。切り上げ動作cにおいて、加減速時間Taの開始と同時に許容最大速度Vmaxよりも大きな切り上げ速度VeをX軸に指令し、X軸の加速度を大きくする。指令時間Teが経過した時点から加減速時間Taが終了するまでの間、X軸の速度指令値をゼロに保持し、X軸の実速度を許容最大速度Vmax以下に抑える。
(もっと読む)
数値制御装置および生産システム
【課題】 経路長の短い複数の指令経路を一つに圧縮して加工を行う数値制御装置において、圧縮による工具の送り速度の変化を防止し、加工精度を悪化させることなく高速に加工を行なわせることができる数値制御装置を提供する。
【解決手段】 判定用許容送り速度算出部3と圧縮可否判定部4と圧縮処理部5と補間用許容送り速度算出部7とを有し、判定用許容送り速度算出部3は、指令経路12又は/および圧縮後指令経路に基づいて判定用圧縮前許容送り速度又は/および判定用圧縮後許容送り速度を算出し、圧縮可否判定部4は、判定用圧縮前許容送り速度又は/および判定用圧縮後許容送り速度に基づいて圧縮の可否を判定し、圧縮処理部5は、圧縮可否判定部4での圧縮可否判定結果15に基づいて連続した複数の指令経路を一つの経路に圧縮した圧縮後指令経路16を作成し、補間用許容送り速度算出部7は、圧縮後指令経路16に基づいて補間用許容送り速度を算出する。
(もっと読む)
工作機械の加工基準位置の設定方法
【課題】回転テーブルを有する工作機械において、回転テーブルの回転軸中心位置や基準位相を確実に設定することができる工作機械の加工基準位置の設定方法を提供する。
【解決手段】マスタ部材100を回転テーブル50に設置しておく。そして、回転テーブル50の位相を任意の位相と、当該任意の位相から180°回転させた位相のそれぞれにおいて、砥石台20に取り付けられた砥石車30を、所定方向から移動させて接触した位置に基づいて、回転テーブル50の回転軸中心位置を設定する。
(もっと読む)
制御装置及び制御方法
【課題】工具における基準点から刃先までの長さを正確に求めることができる制御装置及び制御方法を得ること。
【解決手段】制御装置は、工具の中心軸に対して直交した検出面を有し、前記工具の刃先が前記検出面に接触したことを検出する検出部と、少なくとも、座標系の1つの軸に沿って延びた基準平面の中心座標、前記基準平面の回転中心軸、及び前記基準平面の回転角度をそれぞれ前記座標系内で指定することにより、前記座標系における前記検出面の位置情報を設定する設定部と、前記工具の刃先が前記検出面に接触したことが前記検出部により検出された際における前記工具における基準点の座標と、前記設定部により設定された前記検出面の位置情報とから、前記工具における基準点から刃先までの長さを求める算出部とを備えている。
(もっと読む)
工作機械、工作機械の移設判断方法、制御プログラム及び記憶媒体
【課題】工作機械の移設の誤検出を防ぐことができる工作機械、工作機械の移設判断方法、制御プログラム及び記憶媒体を提供すること。
【解決手段】作業者が電源OFFボタンを押下した場合、CPUはZ軸の位置座標を電源遮断時座標記憶エリアに記憶する。作業者が電源ONボタンを押下した場合、CPUはZ軸の位置座標を読み込む(S120)。CPUは、電源遮断時座標記憶エリアに記憶している位置座標と、S120で読み込んだZ軸の位置座標とのずれ量が所定範囲内か否かを判断する(S130)。CPUは、ずれ量が所定範囲内である場合(S130:Yes)、工作機械を移設していないと判断して移設判断処理を終了する。CPU51は、ずれ量が所定範囲外である場合(S130:No)、工作機械を移設したと判断して、稼動禁止フラグ記憶エリアに「1」を記憶する(S140)。
(もっと読む)
工作機械の制御装置および運転制御方法
【課題】手動パルスモードと1ブロック停止モードとの両方を選択してNC装置を運転する場合に、NCプログラムの動作がブロック終了位置で自動停止した後における運転再開のための操作性を向上させる。
【解決手段】CNC部50のNCプログラムがブロック終了位置で停止した後、手動パルス発生器20のハンドル14の回転停止および当該回転停止後の回転開始をPLC部40において検出したときに、NCプログラムの次のブロックの実行を開始するように制御することにより、NCプログラムがブロック終了位置で自動的に停止した後も、ハンドル14を回転させるという1つの操作を行うだけで、NCプログラムの動作を再開させることができるようにする。
(もっと読む)
数値制御装置、数値制御装置用制御プログラム及び数値制御装置用記録媒体
【課題】熟練度の低い作業者でも再起動する際の作業を簡単に行う。また、再起動までの時間を短縮する。
【解決手段】数値制御装置は、工作機械の数値制御時において、加工プログラム中に予め記述したMコード「M330」を検出したときに禁止モードを設定する。ワーク加工中に停電又はエラー等が発生した場合は、加工は中断する。作業者は、加工を再開するためにキーボードの起動キーによって加工プログラムの先頭からの再起動を指令する。該再起動の指令によってCPUは、起動許可信号が入力されたか否かを判定する(S1)。起動許可信号が入力されていない場合(S1;No)、CPUは、バックアップRAMを参照して起動禁止フラグFが1であるか否かを判定する(S2)。起動禁止フラグFが1である場合(S2;Yes)、加工プログラムの先頭からの再起動を禁止し、ディスプレイにアラームを表示した後(S10)、処理を終了する。
(もっと読む)
送り速度制御方法および送り速度制御装置
【課題】局所的な加工焼けの発生を防止できる送り速度制御方法および送り速度制御装置を提供する。
【解決手段】加工中の各瞬間tにおける工具30による加工領域を複数の微小領域に分割した場合に、各微小領域における加工能率Q"(w,θ,t)が設定上限値Q"set1以下となるように、工具30の被加工物15に対する相対的な送り速度Fを制御する。
(もっと読む)
101 - 110 / 595
[ Back to top ]