
国際特許分類[B23Q15/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 工作機械の細部;構成部分,または付属装置,例.倣いまたは制御装置;特定の細部または構成部分の構造により特徴づけられる工作機械一般;特定の結果を目的としない金属加工機械の組合わせ (8,929) | 工具または工作物の送り運動,切削速度または位置の自動制御または調整 (1,133)
国際特許分類[B23Q15/00]の下位に属する分類
工具が工作物に作用している間に行われるもの (364)
工具が工作物に作用している前後に行われるもの (174)
国際特許分類[B23Q15/00]に分類される特許
71 - 80 / 595
数値制御工作機械
【課題】テーブル上に治具等を介して取り付けられたワークの実際の三次元の状態を迅速に計測することができる数値制御工作機械を提供する。
【解決手段】工具101の長さ及び径を計測する工具計測センサ104と、ワーク1の三次元的な形状と位置及び向きとをレーザ光等により非接触で計測するワーク計測センサ105と、ワーク計測センサ105からの情報に基づいて、加工開始点の位置及び基準面の傾きを求めた後、入力されている加工プログラムに基づいて、センサ104,105からの情報並びに加工開始点の位置及び基準面の傾きから、ワーク1に対して加工を施すように主軸102等の作動を制御しながら、工具101がワーク1に接触せずに移動する非加工領域に位置しているときに、加工プログラムでの工具101の移動速度よりも速く工具101を移動させるように主軸102等の作動を制御する制御装置106とを備える数値制御工作機械100とした。
(もっと読む)
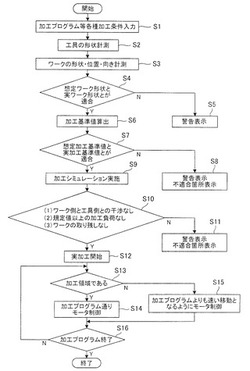
数値制御工作機械

【課題】テーブル上に治具等を介して取り付けられたワークの実際の三次元の状態を迅速に計測することができる数値制御工作機械を提供する。
【解決手段】工具101の長さ及び径を計測する工具計測センサ104と、ワーク1の三次元的な形状と位置及び向きとをレーザ光等により非接触で計測するワーク計測センサ105と、ワーク計測センサ105からの情報に基づいて、加工開始点の位置及び基準面の傾きを求めた後、入力されている加工プログラムに基づいて、センサ104,105からの情報並びに前記加工開始点の位置及び前記基準面の傾きから、ワーク1に対する加工を目的とする最終形状までシミュレーションで行うことにより、規定値以上の加工負荷の有無及び前記ワークに対する取り残しの有無を求め、求められた結果を表示装置112で表示させる制御装置106とを備える数値制御工作機械100とした。
(もっと読む)
工作機械
【課題】工具及びワークの正確な位置を検出することができる工作機械を提供する。
【解決手段】工作機械1は、ベッド11,コラム12,主軸頭15,主軸16,サドル17及びテーブル18と、主軸頭15,サドル17及びテーブル18をZ軸,Y軸及びX軸方向に移動させる送り機構と、主軸頭15,サドル17及びテーブル18のZ軸,Y軸及びX軸方向における位置を検出する位置検出器と、位置検出器の検出位置などを基に送り機構をフィードバック制御する制御装置と、主軸頭15のX軸及びZ軸方向における位置を検出する位置検出器51と、主軸頭15のY軸及びZ軸方向における位置を検出する位置検出器54と、テーブル18のX軸及びY軸方向における位置を検出する位置検出器57と、ベッド11及びコラム12とは別部材から構成され、各位置検出器51,54,57の読取器53,56,59が配設される計測フレーム50とを備える。
(もっと読む)
切削方法およびNCデータ作成装置
【課題】ねじれ刃付きエンドミル70を用いた切削において、同時に切削作用する刃数変動をなくして切削力を一定にすることで、振動を防止し加工面性状の向上と工具寿命の延長を可能とする切削方法およびNCデータ作成装置。
【解決手段】エンドミル70の送り方向に対してエンドミル70を傾斜させることで、いかなる加工部幅の工作物に対しても、エンドミル70の切削作用長さをエンドミル70の軸方向のねじれ刃のピッチの1以上の整数倍とする。
(もっと読む)
工具先端点位置を制御する多軸加工機用数値制御装置
【課題】工具先端点制御または3次元手動送りを、直線軸3軸と回転軸3軸からなる加工機で可能にする。
【解決手段】指令プログラム10を解析手段11で解析し補間手段12で補間する。自動運転における手動移動指令の重畳の場合、手動移動指令が、直線軸手動積算手段24によって直線軸手動積算量25に積算され直線軸手動積算量加算手段22によって工具先端点位置20に加算される。あるいは回転軸手動積算手段26によって第1回転軸手動積算量,第2回転軸手動積算量,第3回転軸手動積算量27に積算され、回転軸手動積算量加算手段23によって第1回転軸位置,第2回転軸位置,第3回転軸位置にそれぞれ加算される。そして、自動運転制御点位置演算手段16で実際の工具の先端点位置がプログラムで指令された工具先端点位置となる直線軸3軸と回転軸3軸の制御点を求め、各軸のサーボ30x,30y,30z,30A,30B,30Cを駆動する。
(もっと読む)
穴加工用NCプログラム作成装置
【課題】複数の穴が交差する場合の穴加工用NCプログラム作成装置を提供する。
【解決手段】穴領域抽出手段120により、製品形状三次元CADデータ20において加工すべき複数の穴領域G1,G2,G3を抽出する。交差穴領域抽出手段130により、複数の穴領域G1,G2,G3の中から相互に交差する二つの穴領域G2,G3を抽出する。加工工程決定手段160により、相互に交差する二つの穴領域G2,G3のうち先に加工する一方の穴領域G2に対して尖ドリルT2により加工し、後に加工する他方の穴領域G3に対して少なくとも交差部を平ドリルT3により加工し、交差部より奥側を尖ドリルT2により加工するように加工工程を決定する。この加工工程に基づいて、NCプログラム作成手段170がNCプログラムを作成する。
(もっと読む)
NCプログラム作成装置
【課題】工具を切削送り速度で移動させる部分のうち穴加工開始位置に到達するまでの距離を短くすることができるNCプログラム作成装置を提供する。
【解決手段】製品形状三次元CADデータ20における穴領域G1,G2の穴加工開始位置A1,A2を抽出する製品穴開始位置抽出手段130と、素材形状三次元CADデータ10における穴領域G1,G2の穴加工開始位置A1,A2側の素材表面位置B1,B2を抽出する素材穴表面位置抽出手段140と、穴加工開始位置A1,A2が素材表面位置B1,B2に一致するか否かを判定する判定手段150と、判定手段150により一致すると判定された場合における切削送り開始位置Pb1を、判定手段150により一致しないと判定された場合における切削送り開始位置Pb2より、穴加工開始位置A1,A2から遠い位置に設定してNCプログラムを作成するNCプログラム作成手段170を備える。
(もっと読む)
切削加工方法及び装置
【課題】切削加工の加工精度向上には、主軸の回転精度やテーブルの位置決め精度といった様々な要因の検討が必要であるが、本発明では、切削熱に起因する被削材の熱変形による切削加工精度の悪化を防止し、加工精度および加工能率の向上を図ることを目的とする。
【解決手段】工具および被削材の一方または両方の回転運動と工具および被削材の相対運動を利用して被削材を所定の形状に除去加工する切削加工方法又は装置において、当該被削材に対する工具の経路又は切込み等の切削条件を切削加工中の当該被削材の熱変形量に応じて補正する工程又は手段を有することを特徴とする。
(もっと読む)
工具配置算出装置、工具配置算出方法、制御プログラム及び記憶媒体
【課題】加工プログラムにおける工具交換時間の短縮を図ることができる工具配置算出装置、工具配置算出方法、制御プログラム及び記憶媒体を提供する。
【解決手段】数値制御装置は、工具組合せ記憶エリアに記憶している工具組合せCと組合せ回数CNとに基づいて、組合せ回数CNが複数である工具Tについて工具ポットPの特定を行う(S60)。その後、数値制御装置は、工具使用回数記憶エリアに記憶している工具使用回数TNが複数である工具Tについて工具ポットPの特定を行う(S70)。その後、数値制御装置は、1回のみ使用する工具Tについて工具ポットPの特定を行う(S80)。数値制御装置は、工具組合せCの組合せ回数CNが複数回数である場合及び工具使用回数TNが複数回数である場合に優先的に隣接する工具ポットPに工具Tを特定することで、工具交換時に工具マガジンの切替回数を減らすことができる。
(もっと読む)
加工部品の生産方法
【課題】少量多種の加工部品を大量生産に準じた効率で生産できるようにする。
【解決手段】長手方向に複数の加工部品を一定幅の切断代を介在させて加工してなるマルチ加工ワークAを、回転主軸7と軸直角方向に相対移動可能にした切断装置のテーブル8上に固着されるワーク切断用治具9に、回転主軸と平行に、かつ軸方向に位置調整可能に支持し、ついでテーブルまたは回転主軸を軸直角方向に相対移動して、ワーク切断用治具上のマルチ加工ワークの先端側の切断位置を回転主軸の側方に設けたカメラ25にて撮像し、その撮像により得られるワークデータをあらかじめ設定したワークデータと照合し、この照合データに基づいてワーク切断用治具上のマルチ加工ワークを軸方向に移動して、このマルチ加工ワークの先端側の切断位置が回転主軸に取り付けた回転刃2による切断位置になるように位置調整し、ついでテーブルまたは回転主軸を直角方向に相対移動する。
(もっと読む)
71 - 80 / 595
[ Back to top ]