
国際特許分類[B23Q15/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 工作機械の細部;構成部分,または付属装置,例.倣いまたは制御装置;特定の細部または構成部分の構造により特徴づけられる工作機械一般;特定の結果を目的としない金属加工機械の組合わせ (8,929) | 工具または工作物の送り運動,切削速度または位置の自動制御または調整 (1,133)
国際特許分類[B23Q15/00]の下位に属する分類
工具が工作物に作用している間に行われるもの (364)
工具が工作物に作用している前後に行われるもの (174)
国際特許分類[B23Q15/00]に分類される特許
41 - 50 / 595
加工パスの生成方法及び加工方法
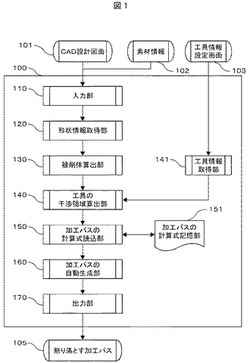
【課題】製品設計の3次元CADモデル(以下3D−CADと称する)から,割り落とすことが可能な形状を自動判断し,その割り落とす加工方法の加工パスを自動生成し,製品の加工時間を短縮し,工具摩耗を低減できるようにする。
【解決手段】素材の一部を切削により削除する加工パスを生成する加工パス生成方法を、設計情報を用いて素材の削除する領域を素材に対して第1の方向から切削加工する第1の加工パスを作成する第1の加工パス生成工程と、設計情報を用いて素材の削除する領域を素材に対して第2の方向から第1の方向の側の面よりも下の部分を切削加工する第2の加工パスを作成する第2の加工パス生成工程とを有して構成した。
(もっと読む)
数値制御情報作成装置

【課題】削り残しの除去加工のための数値制御情報がより効率的に生成でき得る数値制御情報作成装置を提供する。
【解決手段】第一回転工具での削り残し領域を、第一回転工具より小径の第二回転工具で除去加工する数値制御情報を作成する場合、第一工具での加工範囲を第二工具半径分だけ内側にオフセットした第一形状と、指定形状を取代と第二工具半径との和でオフセットして第二形状と、を算出し、前記第二形状から第一形状を除外して残った追い込み加工形状を生成する。そして、この追い込み加工形状のうち第二形状に由来する要素のみを順次、内側にオフセットする。そして、このオフセット形状および追い込み加工形状に沿って移動する第二回転工具の移動軌跡を求める。
(もっと読む)
数値制御情報作成装置
【課題】 加工工程情報および切削条件に応じて主軸の変速機構を制御する加工機において、加工機の能力に適合した数値制御情報を容易に作成する。
【解決手段】 素材形状MF、加工形状PF、工具データDTから加工工程情報MPを作成し、切削条件MCと共に工程データ格納部8に格納する。加工工程情報MPと切削条件MCに基づき、主軸回転数算出部10が主軸回転数の変動幅を算出し、所要動力算出部17が主軸の所要動力を算出する。動力線図データ格納部9は主軸回転数と主軸モータの出力値との関係を示す動力線図データを主軸回転数範囲算出部18に提供する。主軸回転数範囲算出部18は動力線図データ、主軸所要動力、主軸回転数変動幅を含む動力関連データを作成し、主軸ギヤ決定部11と表示部19とに提供する。表示部19は複数種の動力関連データを同一画面に重ねて表示し、オペレータによる主軸ギヤの選択を容易にする。
(もっと読む)
歯車形状修整入力描画装置及び歯車形状修整入力描画方法
【課題】歯形、歯すじデータの簡易入力による歯形、歯すじ形状の表示及びが確認できる歯車形状修整入力描画方法を提供するにある。
【解決手段】ワーク51に砥石31を接触させてワーク51を歯車として研削する歯車加工における歯車の歯形、歯すじ修整を行う際の入力方法として、典型的な3つのパターンであるクラウニング、テーパ及びクラウニングレリービングの各修整データ(Cr,Ctop,Tp,Lu,Ls,Rv1,Rv2,R1,R2及びR3)を入力手段から入力する一方、入力手段から入力された修整データ(Cr〜R3)に基づいて演算手段221によりクラウニング、テーパ及びクラウニングレリービングを組み合わせた修整形状(図8〜図12)を演算し、演算手段221から表示手段400,500に対して出力手段223にて修整形状(図8〜図12)を出力し、表示手段400,500にて修整形状(図8〜図12)を描画することを特徴とする。
(もっと読む)
工作機械、加工方法、プログラム及びNCデータ生成装置
【課題】断面非円形状のワークと工具との相対移動により、少なくともワークの断面を含む一平面内においてワークと工具との相対的位置及び相対的角度を変化させつつ、加工を行い、ワークに対する工具の傾きの角速度を一定にし、切削送り速度を一定に保つ。
【解決手段】ワーク50上の所定の経路に沿って加工する際、所定の経路上にて工具8による加工が開始される点Psから加工が終了する点Peまでの、ワーク50と工具8との相対的角度変化の総和θseを算出すると共に、所定の経路に沿った加工に要する時間を、工具経路へ等分に配分し、工具8が工具径路上の各時間的等分点を通過する際に、工具8とワーク50との相対角度が、相対的角度変化の総和θseを加工に要する時間と同等に等分した角度分ずつ連続的に変化するように加工を行う。
(もっと読む)
NCプログラム作成装置
【課題】NCプログラムの作成において高いスキルの習得を必要とすることなくNC工作機械に最適化されたNCプログラムを容易に作成することが可能なNCプログラム作成装置を提供する。
【解決手段】CAD装置により作成される形状データからNC工作機械に出力するNCプログラムを作成するNCプログラム作成装置であって、形状データに対応する加工手順、加工方法、使用工具、工具形状、加工条件を含む加工情報を記憶する加工情報記憶手段と、NC工作機械の加工機軸数に対応して形状データから工具の加工経路を作成する動作及び被加工物に対する工具のアプローチ動作以外のNCプログラムの書式を形式化した形式ファイルを記憶する形式ファイル記憶手段と、形状データと加工情報とに基づいて加工経路を作成する加工経路作成手段と、加工経路の所定の形式ファイルを読み出してNCプログラムを作成する形式ファイル読込手段とを備えるようにした。
(もっと読む)
工作機械の制御装置
【課題】指令値やコードを変更したNCプログラムを実行する場合に、安全に且つ加工精度を低下させることなく、ワークを加工可能な工作機械の制御装置を提供する。
【解決手段】工作機械の制御装置1は、NCプログラムを記憶するプログラム記憶部11と、NCプログラムをブロック毎に順次解析して送り機構6に関する動作指令を抽出するプログラム解析部16と、抽出された動作指令を実行して送り機構6を制御する実行制御部21と、NCプログラムを変更するプログラム編集部13と、NCプログラムの変更箇所に関する変更箇所情報を記憶する変更箇所情報記憶部15とを備える。実行制御部21は、動作指令を実行するに当たり、当該動作指令に係るブロックが変更箇所に係るブロックの1つ前のブロックであるか否かを確認して、1つ前のブロックであると判断した場合には、当該動作指令の実行前又は実行後に送り機構6の作動を一時停止させる。
(もっと読む)
衝突判定装置、衝突判定方法および衝突判定装置用プログラム
【課題】 過剰検出や衝突の見落としせずに正確な衝突判定を行うことのできる衝突判定装置提供すること。
【解決手段】 工具移動データ205から、指定の区間を特定区間の工具移動データ209として抽出する工具移動データ抽出部202と、特定区間の工具移動データ209と工作物形状データ208とホルダ形状データ207とを用いて、衝突の可能性があると判定した場合には衝突の発生が疑われる仮の衝突発生時点に対応する工具移動パラメータを算出する剛体間衝突判定部204と、特定区間の工具移動データ209と刃先形状データ206とを用いて、工作物形状データ208を変形する工作物形状変形部203とを備えている。剛体間衝突判定部204は、工作物形状変形の後、再度衝突の判定を行う。
(もっと読む)
複合機械加工の方法および装置
【課題】機械語命令を生成するための迅速な構成を可能にする。
【解決手段】コンピュータで使用可能な方法および装置は、ユーザインターフェース(150)のメニューを介した機械加工パターンの選択あるいは指示と工作機械の軸の向きの選択あるいは指示とによって、機械加工パターンと工作機械の軸の向きの様々な組み合わせを取り扱う。
(もっと読む)
粗面加工システム及び粗面加工方法
【課題】所望の粗面を極めて効率良く加工することができる粗面加工システム及び粗面加工方法を提供すること。
【解決手段】本発明は、主形状加工用のNCデータが入力されるNCデータ入力部と、NCデータが分配処理されてモータ指令データが生成される分配処理部と、粗面加工用データが生成される粗面加工用データ生成部と、モータ指令データに粗面加工用データが加算されてモータ入力データが生成されるデータ加算部と、モータ入力データによって駆動されてワークと工具とを相対的に移動させるモータと、を備えたことを特徴とする粗面加工システムである。
(もっと読む)
41 - 50 / 595
[ Back to top ]