
国際特許分類[B23Q15/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 工作機械の細部;構成部分,または付属装置,例.倣いまたは制御装置;特定の細部または構成部分の構造により特徴づけられる工作機械一般;特定の結果を目的としない金属加工機械の組合わせ (8,929) | 工具または工作物の送り運動,切削速度または位置の自動制御または調整 (1,133)
国際特許分類[B23Q15/00]の下位に属する分類
工具が工作物に作用している間に行われるもの (364)
工具が工作物に作用している前後に行われるもの (174)
国際特許分類[B23Q15/00]に分類される特許
11 - 20 / 595
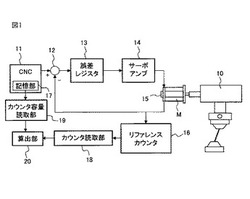
機械における原点位置調整方法および原点位置調整機能を有する機械
【課題】作業時間を短くしつつ、原点位置をさらに容易に設定する。
【解決手段】位置検出器を備えたサーボモータによって駆動される可動部(10)の機械原点位置調整機能を有する機械は、位置検出器により検出された値をカウントするレファレンスカウンタ(16)と、可動部を所定の方向に移動させて機械原点位置に位置決めしたときのレファレンスカウンタの容量を記憶した記憶部(17)と、可動部を位置決めしたときのレファレンスカウンタの値を読み取るレファレンスカウンタ読取部(18)と、レファレンスカウンタのカウンタ容量を読み取るカウンタ容量読取部(19)と、レファレンスカウンタの値とレファレンスカウンタ容量とに基づいて機械原点位置の調整量を算出する調整量算出部(20)と、を含む。
(もっと読む)
数値制御装置及び制御方法

【課題】工具が被加工物やジグに干渉しない場合のみ工具を待機位置まで工具交換前に移動できる数値制御装置及び制御方法を提供する。
【解決手段】CPUは加工プログラム中に軸移動指令がある場合、主軸ヘッドの軸移動パラメータを算出しRAMに記憶する(S19)。軸移動パラメータは次工具の送り軸毎の最小座標値と最大座標値である。加工プログラム中に工具交換指令がある場合、工具交換前の軸移動を指示するブロックの軸移動パラメータをRAMから取得する(S15)。工具が被加工物又はジグ装置に干渉する領域を示す干渉パラメータは不揮発性記憶装置に記憶されている。干渉パラメータに基づき、軸移動パラメータが非干渉条件を満たすか否か判断し(S16)、非干渉条件を満たす場合(S16:YES)、工具交換前の軸移動指令にポット加工指令を追加する(S17)。
(もっと読む)
NC工作機械における加工方法
【課題】多大な手間をかけずに、任意のワーク座標系に基づいて加工を行うことができるNC工作機械における加工方法を提供すること。
【解決手段】NC工作機械において、予め、標準ワーク座標系15b(標準ワーク座標系1〜6)とは別に複数の拡張ワーク座標系15c(拡張ワーク座標系101〜400)を作製しておき、拡張ワーク座標系指定工程において複数の拡張ワーク座標系15cのうちのいずれかの拡張ワーク座標系15cが指定されると、ワーク座標系書込工程では、指定された拡張ワーク座標系15cを複数の標準ワーク座標系15bのいずれかに書き込む。そして、加工工程では、ワーク座標系書込工程で拡張ワーク座標系15cが書き込まれた標準ワーク座標系15bに基づいて工作機械本体80でワークWに加工を行わせる。
(もっと読む)
ワーク加工方法及び加工装置
【課題】移動テーブルの移動方向に狭い幅のワークを搬入位置から加工位置へ移動させてもワークの破損を防ぎ、加工品質の劣化を防止する。
【解決手段】ワークとドリルとを相対的に移動させてワークを加工するワーク加工方法であって、固定テーブルからX方向に外れた予め設定された搬入位置にワークを配置する工程と、ワークを第1の速度V1でX方向の加工位置側に移動させる工程(S201)と、搬入位置にあるワークの固定テーブル側のX方向の端部Wxが、固定テーブルから搬入位置側に予め定められたX方向の第1の位置Cxに到達したとき、速度を第1の速度V1から第2の速度Vxに減速する工程(S204,S205)と、ワークの固定テーブル側のX方向の端部Wxが、固定テーブルからX方向の機械原点に対応する第2の位置Oxへ到達したとき、速度を第2の速度V2から第1の速度V1に戻し、加工位置に移動させる工程(S207)と、を備えた。
(もっと読む)
加工シミュレーション装置、加工シミュレーション方法、加工制御装置および加工制御方法
【課題】高精度に切削抵抗をシミュレーションにより算出することができる加工シミュレーション装置を提供する。
【解決手段】加工条件から取得される切削長さbおよび切込量hと切削乗数Kとに基づいて、シミュレーションにより切削抵抗Fの推定値を算出するシミュレーション部32と、実加工中の実切削抵抗Fを検出する抵抗検出センサ33と、シミュレーション部32にて予め設定された暫定切削乗数Kを用いて算出された切削抵抗Fの推定値と抵抗検出センサ33により検出された実切削抵抗Fとを比較して、実切削乗数Kを算出する実切削乗数算出部34とを備える。そして、シミュレーション部32は、実切削乗数算出部34にて実切削乗数Kが算出された後に、実切削乗数算出部34により算出された実切削乗数Kを用いて切削抵抗Fの推定値を算出する。
(もっと読む)
工作機械における工作物の機械加工シーケンスシミュレーション装置
【課題】本発明は、工作機械の動作シーケンスのシミュレーションを可能にしさらにシミュレーションを改善した工作機械において、シーケンスのシミュレーション装置の提供を目的とする。
【解決手段】本発明は、工作機械における工作物を機械加工するためのシーケンスをシミュレーションするための装置に関し、全体的なシミュレーションアプローチを特徴とする。PLC制御手段723とPLCシーケンスシミュレーション手段725は、工作機械のPLC動作シーケンスをシミュレーションを支援し、これにより、全ての実質的な態様において、工作機械のリアルなシミュレーションを可能にする。その結果、特に訓練や機械稼働時間の判定中において、非常に有益である。
(もっと読む)
回転工具の実切削距離算出方法、実切削距離算出のためのコンピュータプログラム、切削力予測方法及び工具経路修正装置
【課題】大型の被削物であっても実切削距離を高精度に算出することができるようにする。
【解決手段】被削物を切削する回転工具の実切削距離を算出する回転工具の実切削距離算出方法であって、工具による加工前の被削物の形状、工具の切れ刃形状、及び工具の送りによる移動経路の情報を含む所定データを入力するデータ入力ステップと、データ入力ステップの後、工具の切れ刃を仮想的に複数の微小な刃に分割して仮想の微小切れ刃を生成する微小切れ刃生成ステップC1と、仮想の微小切れ刃が所定の微小角度回転する毎に、被削物を切削しているか否か判定し、切削していると判定されたときには、微小角度の回転によって移動する上記微小切れ刃の移動距離を求め、この移動距離を切削加工開始時点から順次積算して実切削距離を得る実切削距離算出ステップC4〜C8とを含むことを特徴とするものである。
(もっと読む)
加工装置
【課題】オペレータが誤って加工条件を書き換えてしまった場合であっても、過去の加工条件を復元でき、かつ、このことをオペレータの負担を増やさずに実現可能とする技術を提案する。
【解決手段】被加工物を保持する保持手段と、保持手段に保持された被加工物を加工するための加工手段と、加工手段を制御する制御手段と、制御手段と接続され加工条件を入力する入力手段と、を含む加工装置であって、加工装置は、制御手段中のデータ設定部に設定された加工条件に基づき加工を行い、データ設定部上の加工条件はデータ設定部に接続された加工条件記憶手段に自動的に保存され、入力手段で過去の任意の時刻を指定することで、データ設定部に設定された現時点の加工条件を、任意の時刻の加工条件に置き換える。
(もっと読む)
工具先端点の加速度または加加速度の表示部を備えた工具軌跡表示装置
【課題】駆動軸または工具の指令位置に対する実位置の形状誤差の分析を容易に行う。
【解決手段】工具軌跡表示装置(20)は、複数の駆動軸の位置指令の指令値時系列データ、複数の駆動軸の位置検出値の検出値時系列データおよび工作機械の構成に基づいて工具指令座標値および工具実座標値を算出する工具座標値算出部(22)と、工具指令座標値および工具実座標値における工具の先端点の加速度を算出する加速度算出部(23)と、工具指令座標値および工具実座標値の加速度の表示形式を選択する表示形式選択部(24)と、を具備し、表示形式選択部は、加速度の向きと大きさとに応じて工具の先端点の軌跡を色分けする色表示と、加速度を加速度ベクトルとして工具の先端点の軌跡上に表示するベクトル表示と、隣接する加速度ベクトルの終点を互いに接続する結線を表示する結線表示とのうちの少なくとも一つを行う。
(もっと読む)
駆動部間の結合が自由に定められる機械を制御する方法
【課題】機械、殊に工作機械および/または加工機械の制御を、個々の駆動部の結合に関して容易にすること
【解決手段】複数の駆動部を備えた機械を制御する方法であって、当該複数の駆動部の各駆動部を制御し、当該駆動部のうちの1つは第1のリード駆動部であり、当該駆動部のうちの1つは第2のリード駆動部であり、当該駆動部のうちの少なくとも1つは従属駆動部であり、当該従属駆動部を、前記第1のリード駆動部に特徴的な少なくとも1つのパラメータM1と、前記第2のリード駆動部に特徴的なパラメータM2とに依存して制御し、前記従属駆動部の制御に特徴的な制御パラメータLvを、前記第1のパラメータM1と前記第2のパラメータM2の数学的な結合Fvによって求める方法において、前記数学的な結合Fvを自由に定めることができる、ことを特徴とする方法。
(もっと読む)
11 - 20 / 595
[ Back to top ]