
国際特許分類[B23Q15/18]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 工作機械の細部;構成部分,または付属装置,例.倣いまたは制御装置;特定の細部または構成部分の構造により特徴づけられる工作機械一般;特定の結果を目的としない金属加工機械の組合わせ (8,929) | 工具または工作物の送り運動,切削速度または位置の自動制御または調整 (1,133) | 工具が工作物に作用している間に行われるもの (364) | 温度または力による工具の変形の補償 (130)
国際特許分類[B23Q15/18]に分類される特許
1 - 10 / 130
研削盤の制御装置および制御方法
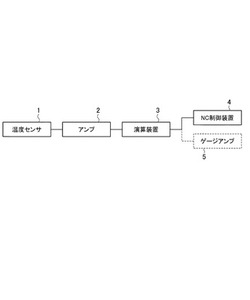
【課題】簡便にワークの膨張量を求めることができて、その膨張量に基づいて研削目標値を補正することにより、加工寸法のばらつきを低減できるようにした研削盤の制御装置を提供する。
【解決手段】循環使用する研削液を研削箇所に供給しながら研削目標値となるように順次ワークを研削する研削盤の制御装置であって、各ワークの研削工程ごとに循環使用する研削液の温度を定点測定する温度センサ1と、温度センサの測定した研削液温に変化があった場合にその変化量に基づいて研削目標値の補正値を演算し、その補正値に基づいて研削盤の研削目標値を補正する演算装置3と、を備える。
(もっと読む)
工作機械、制御装置、プログラム及び工作機械による加工方法

【課題】暖気運転の時間をなくすか短縮することができる工作機械、制御装置、プログラム及び工作機械による加工方法を提供する。
【解決手段】工作機械1は、ワークWを把持する主軸71を回転可能に支持する主軸台72が載置され、X軸方向に移動する第2X軸スライド部91と、工具Trを保持する工具台100と、X軸方向には移動しないドグと、第2X軸スライド部91に対して不動である検出部と、制御部300と、を備える。制御部300は、検出部の検出に基づき検出時の第2X軸スライド部91のX軸座標を取得し、第1の検出時のX座標と第1の検出時後の第2の検出時のX座標との差をX軸方向における熱変位量として算出し、熱変位量に応じて補正量を取得し、工具の目標位置に補正量を加味した位置に第2X軸スライド部91を移動させる。
(もっと読む)
誤差補正部を備えた数値制御装置
【課題】誤差補正部を備えた数値制御装置。
【解決手段】ヘッド側合成リンクベクトルVLh,テーブル側合成リンクベクトルVLt,ヘッド側合成誤差リンクベクトルVLh’およびテーブル側合成誤差リンクベクトルVLt’の関係と補正量Δ3DとヘッドおよびZ軸コラムとの関係から、補正量Δ3Dの補正を行うことによって、工具先端点をヘッド側合成誤差リンクベクトルの先端(VLh’の先端)からテーブル側合成誤差リンクベクトルの先端(VLt’の先端)に移動し、各リンクベクトルVh,Vx,Vy,Vz,Vc,Va,Vtに伸縮誤差、並進誤差または回転誤差があっても実際の工具先端点は実際のワーク上の正しい加工位置に移動し、ワークに対する正しい加工が行われる。
(もっと読む)
工作機械用制御装置
【課題】工作機械で生じる熱変位量を算出処理する処理負担を軽減するとともに処理速度の低下を回避し、しかもワークの加工精度向上を実現する工作機械用制御装置を提供すること。
【解決手段】逐次解析制御部110、事前解析制御部120、補正値算出部130、変化量算出部140及びモード切換部150を備え、工作機械Mの構成部分に発生する熱変位量に基づいて補正された加工プログラムを実行して工作機械Mを動作させ、ワークWに対する高精度な加工を実現する工作機械用制御装置100。
(もっと読む)
工作機械の熱変位補正方法および熱変位補正装置
【課題】工作機械の熱変形に対し信頼性の高い熱変位補正が可能な工作機械の熱変位補正方法および熱変位補正装置を提供すること。
【解決手段】第1熱変位推定処理は、第2熱変位推定処理よりも処理時間が短く、熱変位推定値にリアルタイム性があるため、工作物の加工開始から継続的に実行される(ステップS1〜S4)。一方、第2熱変位推定処理は、多くの情報を処理する必要があるため第1熱変位推定処理よりも処理時間が長いが、多くの情報を処理する分、熱変位推定値に信頼性があるため、工作物Wの加工開始から定期的に実行される(ステップS5〜S7)。これにより、第1熱変位推定処理による熱変位推定値を、第2熱変位推定処理による熱変位推定値で監視することができ、相互補完して熱変位推定値の信頼性を向上させることが可能となる。
(もっと読む)
工作機械の数値制御装置
【課題】効率的な空間補正を可能にすることにより、従来と比較して高精度に位置決め誤差を補正する工作機械の数値制御装置を提供することを目的とする。
【解決手段】数値制御装置1は、可動領域Taを格子状に分割した複数の単位格子Sを記憶する単位格子記憶手段11と、格子点Pgにおける位置決め誤差の補正データを格子点Pgに関連付けて記憶する補正データ記憶手段12と、1または複数の単位格子Sにより形成される移動領域Tmを取得する移動領域取得手段13と、移動領域Tmに含まれる格子点Pgと補正データ記憶手段12に記憶される補正データとに基づいて、NCデータの指令位置に対する補正値を算出する補正値算出手段14と、NCデータと補正値とに基づいて駆動軸を制御する制御手段21と、を備える。
(もっと読む)
数値制御装置および加工方法
【課題】工作機械において工作物を高精度に加工でき、且つ加工時間を大幅に短縮できるNC装置および加工方法を提供する。
【解決手段】主軸7の回転速度Sと熱変位量Tとの関係を示すデータを予め測定して記憶している。これにより、工具73と工作物Wとの接触点Pnにおける主軸7の熱変位量Tnおよび基準熱変位量T0を求め、接触点Pnにおける加工誤差Tn0を求めることができる(ステップS1〜4)。そして、該加工誤差Tn0が工作物の許容誤差An内となるように、主軸7の回転速度Sn,SSnを決定し、NCプログラムに指令されている主軸7の回転基準速度S0およびテーブル3の送り基準速度F0を変更することができる(ステップS5〜9)。そして、以上の処理を同一の工具73による加工工程(一加工工程)内において加工部位ごとに行っているので、工作物の加工精度を高精度に維持しつつ、加工時間を従来よりも大幅に短縮することができる。
(もっと読む)
工作機械
【課題】 工具支持体の基準部と工具の先端との間の距離を計測することができて、加工寸法精度向上が可能な工作機械を提供する。
【解決手段】 主軸6等のワーク支持体と、刃物台7等の工具支持体とを備え、両者を相対移動させて切削加工を行う工作機械に適用される。前記相対移動の方向(X軸方向)に沿う刃物台7の基準部7sと工具先端18t間の距離L3を計測する刃先・基準部間計測手段61を設ける。刃先・基準部間計測手段61は、例えば、前記基準部7sと工具先端18tとを同時撮影可能な撮像装置62と、この撮像装置64で同時撮影された画像を処理して前記距離L3を演算する画像処理手段63とでなる。撮像装置62は、前記基準部7sと工具先端18tとを別々に検出する2台としても、あるいは1台で移動させて検出するようにしても良い。
(もっと読む)
ワイヤ放電加工機、ヘッド制御方法、及びそのプログラム
【課題】ワイヤ放電加工機の上下ヘッドの相対位置ずれを、簡易的な構成と処理で正確に補正を行う。
【解決手段】本体及び被加工物搭載用のX−Yテーブルが前面側から見て略左右対称に設計され、背面側から前面側に延出するコラムを有しており、コラムの先端部周辺に配設されたコラム前温度センサからの温度情報を入力する温度情報入力部41と、ヘッドの位置ずれが生じていないときの基準温度情報を記憶する基準温度記憶部46と、入力された温度情報及び基準温度情報の差分を演算する温度差演算部42と、コラムの材質における線膨張係数と、その延出部分の長さから得られる補正係数を記憶する補正係数記憶部45と、演算した温度変化及び補正係数に基づいて、上下ヘッドの相対的なずれ量を演算するずれ量演算部43と、演算されたずれ量に基づいて、前記ヘッド駆動軸を制御してV方向の位置ずれを補正するヘッド駆動軸補正部44とを備える。
(もっと読む)
熱変位補正装置および熱変位補正方法
【課題】より高精度にワーク自身の熱変位補正を行うことができる熱変位補正装置および熱変位補正方法を提供する。
【解決手段】ワークWの温度を実際に変化させた時にワークWの基準点P1に対するワークWの所定点P2〜P7の熱変位方向θ2〜θ7を予め測定しておき、測定した熱変位方向θ2〜θ7をデータベース32に記憶しておく。データベース32に記憶されているワークWの所定点P2〜P7の熱変位方向θ2〜θ7、ワークWの温度Tw、および、ワークWの線膨張係数に基づいて、加工時におけるワークWの所定点P2〜P7の熱変位補正位置Ob2〜Ob7を算出する。そして、ワークWの所定点P2〜P7を工具5により加工する際に、熱変位補正位置Ob2〜Ob7に基づいてワークWの基準点P1に対する工具5の相対位置を補正する。
(もっと読む)
1 - 10 / 130
[ Back to top ]