
国際特許分類[B24B47/22]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 研削機械または装置の駆動装置または伝動装置;そのための装置 (213) | 研削開始時における砥石車または工作物の位置を正確に制御するための装置 (58)
国際特許分類[B24B47/22]に分類される特許
1 - 10 / 58
SAWデバイス用ウェーハの研削方法
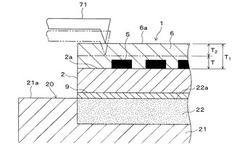
【課題】SAWデバイス用ウェーハの樹脂層を一定厚さに研削するにあたり、作業者の手作業をなくし、圧電基板や保護テープの厚さばらつきに影響されることなく樹脂層の研削量を正確に算出でき、樹脂層の研削量の算出から研削実施までの自動化を可能とする。
【解決手段】SAWデバイス用ウェーハ1の樹脂層6の研削前に、近赤外光照射手段62のヘッド部61と樹脂層6との間に形成される空間に少なくとも水が存在しない状態でヘッド部61から樹脂層6に近赤外光Lを照射し、樹脂層6の表面6aと基板2の表面2aで反射した各反射光の干渉波から、樹脂層6の厚さを算出し、必要な樹脂層6の研削量をウェーハ1ごとに求める。水に近似した屈折率を有する樹脂で形成された樹脂層6の厚さを水に影響されることなく算出するため、研削前の樹脂層6の正確な厚さ測定値をウェーハ1ごとに得る。
(もっと読む)
加工装置

【課題】チャックテーブルやウェーハの表面の高さを高精度で認識することを可能とする加工装置を提供する。
【解決手段】チャックテーブルと、チャックテーブルに保持された被加工物を加工する加工手段と、被加工物の表面を撮像する撮像手段と、Z軸方向に加工手段又は撮像手段を移動させチャックテーブルに向かって接近・離反させるZ軸移動手段と、Z軸移動手段の駆動を制御する制御手段と、を備えた加工装置において、Z軸移動手段は、加工手段又は撮像手段が固定された基台部と、基台部をZ軸方向に移動させる駆動部を備え、基台部には、下端部に配設される当接部と、Z軸の下降によってチャックテーブルの保持面又は保持面に保持された被加工物の表面に当接部が当接したことを電気信号で制御手段に出力する出力部と、を備えるタッチセンサーが搭載されていることを特徴とする加工装置とする。
(もっと読む)
工具経路算出装置、工具経路算出方法、及び加工装置
【課題】研削工具(砥石)を持つ加工装置の制御に係わり、工具の磨耗に対処して好適な経路を算出し、費用等を抑える。
【解決手段】本工具経路算出装置10は、加工装置20での研削中に工具に生じる磨耗を考慮した経路を算出する機能を有する。処理部201は、被削材と工具との組合せについて、(1)第1の研削加工(試加工)の結果データに基づき、研削諸元値と工具磨耗量との関係情報を含むデータをDB50に格納する処理と、(2)第2の研削加工(実加工)を行うためのNCデータ52を生成する際に、当該研削諸元値と、DB50とをもとに、第2の研削加工の工具磨耗量を算出する処理と、(3)工具の磨耗を考慮しない経路に対し、上記第2の研削加工の工具磨耗量を反映して補正した工具の経路を算出する処理とを行う。
(もっと読む)
切削装置及び分割方法
【課題】被加工物に形成された2本のV溝から露出したアライメントマークを検出しアライメントマークを基準として加工予定ラインを設定する場合において、アライメントマークを効率よく検出できるようにする。
【解決手段】被加工物を撮像する撮像手段と、被加工物を回転可能に保持する保持テーブルと、被加工物を切削する切削ブレードを備える切削手段とを少なくとも備え、保持テーブルと切削手段とが相対的に切削送り方向に切削送りされるとともに、切削送り方向と直交する割り出し送り方向に相対的に割り出し送りされる切削装置において、撮像手段は、撮像素子が切削送り方向に一列に配列されたラインセンサであり、撮像手段と保持テーブルとを相対的に割り出し送りすることで被加工物の切削領域を検出する。割り出し送り方向に形成された2列の溝のアライメントマークを同時に検出することができるため、切削加工の生産性を向上させることができる。
(もっと読む)
バリ取り装置
【課題】 コンベアに対するブラシ部材の相対高さの調整を自動で行え、調整のばらつきを抑え、かつ調整作業が容易なバリ取り装置を提供する。
【解決手段】 バリが上面に形成されたワークWを水平に搬送するコンベア1と、コンベア1の上方に配置されたバリ取りヘッド2と、コンベア1に対するバリ取りヘッド2の相対高さを調整する相対高さ調整機構3とを備える。バリ取りヘッド2は、ブラシ軸心O1回りに回転自在なロール状のブラシ部材20と、ブラシ部材20を旋回軸心O2回りに旋回自在に支持する旋回支持部材26とを有する。相対高さ調整機構3は、昇降駆動源50によりコンベア1またはバリ取りヘッド2を昇降させる。ブラシ部材20の下端を検出可能な投受光式のブラシ下端検出手段50と、ブラシ部材20の下端の検出に基づき昇降駆動源50を制御する昇降制御手段61とを設ける。
(もっと読む)
半導体製造装置
【課題】半導体ウェハのダイシング中にチッピングを発生することなく良好な切断面を有する半導体素子を作製することができる半導体製造装置を提供することにある。
【解決手段】ダイシングブレード34がダイシングシート11に切り込むように半導体ウェハ12のダイシングを行うと共に、その切り込み量Dがダイシングブレード34の円弧状の刃先先端部の半径rに対して((r×1/5)≦D≦rの範囲となるようにした。
(もっと読む)
自動ドリル先端加工機
【課題】ドリルと砥石との相対位置検出時にドリルと砥石との衝突による損傷を防止する。
【解決手段】既定方向に移動自在に設けられかつ被加工材となるドリルWが把持されるチャックを有する主軸1と、既定方向に移動自在に設けられて主軸に把持されたドリルの先端にホーニングを形成するための加工を施す砥石4と、これら主軸と砥石とを既定方向に移動させるための駆動機構と、を具備する。主軸と一体に設けられてチャック内にあるドリル取り付け軸線と平行な位置関係に配置された計測用プローブ3と、主軸の移動範囲内に配置されてチャックに把持されたドリル及び計測用プローブを撮影する撮影カメラ20,21と、撮影カメラからのドリル及び計測用プローブの撮像情報並びに駆動機構からの駆動情報を取得し、それらの情報を基に、砥石によるドリルの先端にホーニングを形成する情報を駆動機構に発する制御手段と、を有する。
(もっと読む)
砥石旋回中心測定方法および砥石旋回中心測定装置
【課題】砥石車の砥石基準点の位置に対する実際の旋回中心点の位置を高精度に測定することができる砥石旋回中心測定方法および砥石旋回中心測定装置を提供する。
【解決手段】砥石車42を第1〜第4旋回角度位置に位置決めし、4つのプレート基準点P0と制御上の旋回中心点Ccとの位置関係を求める。そして、4つの位置関係およびマスタプレート24の既知の寸法等から、幾何学的に砥石車42の砥石基準点Pgと実際の旋回中心点Crとの位置関係を演算する。この方法によれば、砥石台40を旋回させて砥石車42のR形状を成形するツルーイングの砥石形状精度が向上する。
(もっと読む)
研削装置
【課題】中心から外周に向けて徐々に厚くなるように保護膜を被覆する保護膜被覆機構を備えるとともに、被加工物を均一な厚みに研削することができる研削装置を提供する。
【解決手段】被加工物10を保持する円錐状の保持面を備えたチャックテーブル532と、研削手段と、研削送り手段と、支持面に液状樹脂を滴下し被加工物を回転させて支持面に保護膜210を被覆する保護膜形成手段とを具備する研削装置であって、保護膜210の厚みを計測する厚み計測手段と、対面態を調整する対面状態調整手段と、保護膜210の厚み情報を記憶するメモリを備え、厚み情報に基づいて対面状態調整手段を制御する制御手段とを具備し、制御手段は、保護膜210の厚み情報に基づいて保護膜210の外周から中心に至る勾配を求め、外周から中心に至る勾配とチャックテーブル532の円錐状の保持面における外周から中心に至る勾配に基づいて対面状態調整手段を制御する。
(もっと読む)
ダイシング装置及びダイシング方法
【課題】カッターセット機構、ブレード、ワークテーブルの相対的位置を非接触で容易に検知し、高い精度を保つことが可能なダイシング装置及びダイシング方法を提供すること。
【解決手段】測定手段18でスピンドル3とワークテーブル4との間の距離、スピンドル3と基準位置部材16との間の距離、またはスピンドル3とワークWとの間の距離を測定することにより、スピンドル3とワークテーブル4、スピンドル3とブレード2、スピンドル3とワークWとの相対的な位置を算出する。
(もっと読む)
1 - 10 / 58
[ Back to top ]