
国際特許分類[B26D3/10]の内容
処理操作;運輸 (1,245,546) | 切断手工具;切断;切断機 (8,140) | 切断;切断機,例.切断,穴あけ,押抜,型抜によるもの,に共通の細部 (4,343) | 切断加工の種類によって特徴づけられた切断作業;そのための装置 (976) | 単一直線型以外の切断加工 (69)
国際特許分類[B26D3/10]の下位に属する分類
国際特許分類[B26D3/10]に分類される特許
11 - 20 / 59
シート切断方法およびシート切断装置
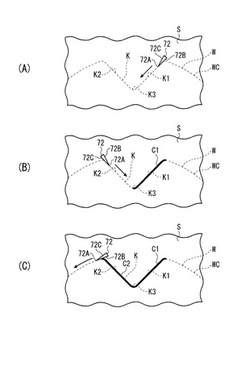
【課題】ノッチを有したウェハに貼付した接着シートにおけるノッチ部の切り残しを抑制することができるシート切断方法およびシート切断装置を提供すること。
【解決手段】ノッチKの傾斜K1,K2および谷部K3に刃先が沿うようにカッタ刃72を回転させつつ移動させて接着シートSを切断することで、ノッチK部分に接着シートSの切り残しが存在しない、あるいは最小限の切り残ししか存在しないようにでき、後工程であるウェハWの裏面研削工程等において、接着シートSの切り残しがウェハWと研削刃との間に挟まってウェハWを破損させたり、切り残しの部分が剥離して洗浄水が入り込んだりすることが防止できる。
(もっと読む)
切断装置およびその装置における方法

可塑的に変形可能な材料(29)の細長く薄い部分から所定の形状(32)を切断するための切断装置(1)であって、細長い部分を支持するための平らなテーブル表面(4)を呈する、テーブルトップ(3)を備える。本発明に従い、切断装置は、テーブルトップの各長い側面(5a、5b)に2つの細長い誘導および支持手段(7)と、これらの手段に沿ってテーブルトップの縦方向(L)に移動可能であり、縦方向と垂直にテーブルトップへ横方向に延在し、かつテーブルトップの幅(b)の大部分に渡って延在し、切断要素を備える回転可能なカッターロールを備える、トラバーサ(8)であって、トラバーサは、形状を切り出すための切断位置にカッターロールを伴い、誘導および支持手段に沿って移動するように適合する、トラバーサと、テーブル表面に渡るカッターロールの並進速度に実質的に対応する周辺速度での、切断位置にあるカッターロールの移動中に、カッターロールを回転させるための回転手段とを有する。 (もっと読む)
丸抜き装置
【課題】自動化と効率化を実現すると同時に、円形シートの切り口精度や品質をも向上することを実現する丸抜き装置を提供すること。
【解決手段】紙類又は合成樹脂製シートから成る四角形のシート(4−A)を円形状に打ち抜く丸抜き装置において、前記四角形のシート(4−A)をクランプするクランプ機構(4−C上、4−C下)と、前記四角形のシート(4−A)を断裁する上下動可能な円弧状刃物(4−E)と、断裁されたシートを一定角度回転させる回転機構(4−F)とを備えて構成するとともに、前記回転機構による回転ごとに前記四角形のシート(4−A)を前記円弧状刃物(4−E)で断裁するよう構成した。
(もっと読む)
シート処理装置及び画像形成装置
【課題】シートに切欠きを形成する際に、シートにシワ、破れ、バリ等が発生するのを防止する。
【解決手段】シート処理装置のシート断裁部120が、シートを支持し、固定刃121Aを有する支持台121と、支持台121の固定刃121Aに対向して配置され、固定刃121Aに対して移動する断裁刃122と、を備えている。断裁刃122は、固定刃121Aの刃先121a,121bに対して傾斜し、互いに交差して共通の刃先端Yを有する2つの刃先122a,122bを備えている。そして、断裁刃122は、刃先端Yを支持台121に支持されたシートの面上の一点に当接させた後、固定刃121Aの刃先121a,121bに沿って移動し、2つの刃先122a,122bによりシートの面上の一点から縁辺に向かってシートを断裁する。
(もっと読む)
シート貼付装置及び貼付方法
【課題】被着体に貼付された接着シートを切断する際に、切断手段が被着体に接触することを防止可能にすること。
【解決手段】リングフレームRF及び半導体ウエハWを保持するテーブル11と、リングフレームRF及び半導体ウエハWの上面に臨むように接着シートSを支持可能な支持手段12と、接着シートSをリングフレームRF及び半導体ウエハWに押圧して貼付する押圧ローラ16と、接着シートSを切断する切断手段14と、テーブル11と支持手段12とを相対移動させる移動手段13とを備えてシート貼付装置10が構成されている。切断手段14は、接着シートSを介してウエハWに沿って配置され、当該切断手段14がウエハWと共に接着シートSと相対移動することで接着シートSを所定形状に切断する。
(もっと読む)
半導体ウェーハの支持テープ用カッタ
【課題】フレームに傷がつきにくく、傷痕残存等のおそれが少なく、カッタを頻繁に交換する必要もなく、しかも、支持テープの不要部を曲線的に容易に除去できる半導体ウェーハの支持テープ用カッタを提供する。
【解決手段】半導体ウェーハと粘着する支持テープを中空のフレームに粘着し、フレームに粘着した支持テープの不要部をカッタ20を移動させながら除去するものであって、カッタ20を、フレームの周方向に移動可能な移動ホルダ23と、移動ホルダ23に螺着される支持片24と、支持片24に軸支されて支持テープに接触するガイドローラ25と、支持片24に軸支されてガイドローラ25の支持テープに接触する下面よりも下方に突出する刃先部27により支持テープをカットする刃部26とから構成する。そして、移動ホルダ23を支持テープに対して揺動可能とし、移動ホルダ23の移動方向後ろ側に刃先部27を位置させる。
(もっと読む)
帯状シートの斜め切断方法及び切断装置
【課題】綺麗な切断面を形成することができると共に、大幅なコストダウンが図れる。
【解決手段】帯状シート10を間欠的に一定幅送る帯状シート送り手段と、帯状シート10が間欠的に一定幅送られる毎に作動し、帯状シート10を所定角度に切断して斜め切断部11、12を形成する斜め切断用カミソリ刃30と、斜め切断部12と11間の一定幅部分を切断して単品製品16を製作する少なくとも2個の単品切断用カミソリ刃31、32、33と、単品切断用カミソリ刃31、32、33で製作された単品製品16を製品回収箱40に収納する単品製品収納手段とを備えている。斜め切断用カミソリ刃30で狭幅の2個の斜め切断部11、12が形成され、単品切断用カミソリ刃31、32、33の端部は、狭幅の斜め切断部11、12間に位置する長さとなっている。
(もっと読む)
カッタ刃の清掃方法およびカッタ刃の清掃装置、並びに、これを備えた粘着テープ貼付け装置
【課題】半導体ウエハの表面に貼り付けられた粘着テープをウエハ外形に沿って切り抜くカッタ刃の清掃方法において、カッタ刃に付着した粘着剤などの付着物を能率よく清掃除去する。
【解決手段】洗浄液の貯留された容器内において含浸された清掃用部材56に形成した切り込み58の開口59側から側端に刃縁を備えたカッタ刃12を挿入し、刃面を切り込み58に沿わせて所定量だけ水平移動する。その後、カッタ刃12を上方に抜き出すことにより、刃面の付着物を除去する。
(もっと読む)
自動カッティングプロッタによるカット加工方法、自動カッティングプロッタ、およびビード付きコンベアベルト
【課題】厚いシートを小径の円ないし円弧に沿って切断する場合にも表裏の孔径に差が大きくならない自動カッティングプロッタによるカット加工方法およびそれに用いる自動カッティングプロッタを提供する。
【解決手段】自動カッティングプロッタにより、小径の孔をカットするか、または小径の円弧をカットする方法であって、カット刃10をアタッチメントに固定するとき、進行方向に向かって上向きに傾斜して延びるカット刃の刃部14とアタッチメントの回動軸Jとの交点Xがベルト(シート)13の厚さの1/2の高さに位置するように回動軸Jより進行方向の後方にオフセットして取り付け、その状態で常時カット刃10の刃部14が進行方向を向くように回動させながら、所定の円に沿って移動させてカット加工を行う。
(もっと読む)
カッタ刃の清掃方法およびカッタ刃の清掃装置、並びに、これを備えた粘着テープ貼付け装置
【課題】半導体ウエハの表面に貼り付けられた粘着テープをウエハ外形に沿って切り抜くカッタ刃の清掃方法において、カッタ刃の清掃を能率よく行うとともに、カッタ刃を長期間にわたって使用を可能にする。
【解決手段】粘着テープを切断して待機位置にカッタ刃12を復帰させた後に、清掃用ユニット56をカッタ刃12の下方に移動させてカッタ刃12を所定高さに下降させる。このとき、洗浄液を含浸させた清掃用部材66にカッタ刃12を突き刺してカッタ刃12の付着物清掃処理を行うとともに、突き刺し清掃過程ごとに清掃用部材66へのカッタ刃12の突き刺し位置を変更する。
(もっと読む)
11 - 20 / 59
[ Back to top ]