
国際特許分類[B27M1/08]の内容
処理操作;運輸 (1,245,546) | 木材または類似の材料の加工または保存;釘打ち機またはステープル打ち機一般 (5,432) | サブクラスB27BからB27Lに分類されない木材の加工;特定の木製品の製造 (1,155) | サブクラスB27BからB27Lに分類されない木材の加工,例.引張りによるもの (332) | 多段階の工程によるもの (67)
国際特許分類[B27M1/08]に分類される特許
21 - 30 / 67
薄い木材の水分の絞り出し及び細胞破壊の装置と応用
【課題】 厚さ薄い3mm〜5mmの合板の素材は輸入材のラワン材が主に使用されている。
ラワンを約1mm位にロータリー剥きし3層に積層している。ラワンのロータリー剥きは水分を通し難く塗布するだけで薬液剤を注入することは不可能である。
12mm以上の合板では実用化されているが、その製造工程は、厚い合板を製造後、加圧容器にいれ減圧、加圧注入し乾燥する方法である。厚さの薄い合板は乾燥の工程で狂いが生じ実用化が難しく商品化されていない。
【解決手段】)
厚い木材をローラーでプレスする技術はあるがプレス工程でひび割れが発生し商品化には問題が多くある。
ローラーを通した1mm〜1.5mmの薄い木材はひび割れが出にくい。又ひずみが出ず満遍なくプレス出来るため、細胞破壊が均一に出来る。上下のローラーの速度を少し変える事でより細胞破壊は向上した。
特に国産材の杉の芯材の部分は水分や空気を通しにくいが、水分絞り出し工程の細胞破壊により乾燥も容易に出来、又加熱による減圧も出来るため、薬液剤注入が出来る。また木材の張力も無くなるため、狂いやゆがみも出にくくなって、合板にした際の剥離防止となる。前記を鑑みローラーを通した薄い板は不燃合板、又機能性合板の素材として適している。
(もっと読む)
集成材の防腐処理方法
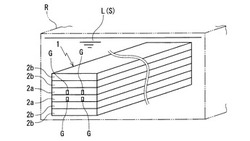
【課題】複数のラミナを積層して構成される集成材に、その集成材を傷めず、重量を増加させず、かつその強度を十分に保ちつつ、防腐剤を、容易かつ十分に浸透させることのできる防腐処理方法を提供する。
【解決手段】ラミナ2の片面に、繊維方向に沿って一本または複数本の溝Gを形成して溝付きラミナ2aを形成し、溝付きラミナ2aの少なくとも片面に、溝Gを形成していないラミナ2である通常ラミナ2bを固着して集成材1を構成する。集成材1を、防腐剤Sを含む液剤Lに浸漬し、集成材1の表面および溝Gからその内部に、防腐剤Sを浸透させる。
(もっと読む)
化粧シート、木質板およびその製造方法

【課題】抗アレルゲン性能を安定に発揮させることができ、抗アレルゲン剤の使用量を低減することで低コスト化を図ることができ、木質板の生産性も向上できる化粧シート、木質板およびその製造方法を提供する。
【解決手段】本発明の化粧シート1は、抗アレルゲン剤2を含有する硬化性樹脂塗膜3を表面に有することを特徴とする。
(もっと読む)
化粧材
【課題】木質系基材に対する隠蔽性を有しつつ、木質系基材に達するC面加工及び/又はV溝加工などがあって表面から見える化粧シートの側面で発色した筋が見えることの無い化粧材を提供する。
【解決手段】木質系基材1の上に化粧シートが積層され、前記化粧シート表面から木質系基材に達するC面加工及び/又はV溝加工がある化粧材において、前記熱可塑性樹脂化粧シートが透明熱可塑性樹脂基材3、隠蔽ベタ層4、絵柄層5、透明熱可塑性樹脂層6を少なくともこの順に積層してなり、前記隠蔽ベタ層と絵柄層の合計厚みが2μm〜9μmである化粧材。
(もっと読む)
制振壁パネルの製造装置
【課題】制振装置及び制振壁パネルを人力により持ち上げて搬送する作業を不要とし、かつ制振壁パネルを効率的に製造する。
【解決手段】パネル製造装置60では、ローラ昇降機構88が制振装置又は制振壁パネルが一対のローラコンベア64、66上に搬入及び搬出可能となる搬送位置及び、この搬送位置に対して下側に位置する作業位置の何れかの位置にローラコンベア64、66を昇降させる。これにより、ローラコンベア64、66を搬送位置に保持しておけば、オペレータが制振装置を持ち上げることなく、パネル製造装置60に対して上流側に配置された他のローラコンベア上から一対のローラコンベア64、66上に搬送でき、かつ制振壁パネルを持ち上げることなく、ローラコンベア64、66上から、パネル製造装置60に対して下流側に配置された他のローラコンベア上に搬送できる。
(もっと読む)
扉
【課題】両表面材の埋没部の長さが異なっても、段が目立たず見栄えが向上する扉を提供する。
【解決手段】枠状又は板状をした芯材1の一方の面と他方の面にそれぞれ表面材2を巻き付けて貼着する扉3である。両表面材2は、芯材1の一方の面と他方の面にそれぞれ対応する中央部21と、中央部21の両側に隣接し芯材1の側端面に対応する側部22と、側部22の外側に隣接し芯材1の側端面の長手方向に沿って形成された溝10に埋没される埋没部23と、からなり、中央部21と側部22との間及び側部22と埋没部23との間の芯材1に巻き付けられる裏側の面にV溝20を形成してあり、芯材1の一方の面と他方の面とにそれぞれ表面材2の中央部21を貼着し、芯材1の側端面に表面材2の側部22を貼着し、芯材1の側端面の溝10に表面材2の埋没部23を埋没させてなる扉3において、表面材2の埋没部23と側部22との間の部分の表側の面に面取り5を施す。
(もっと読む)
扉の芯材への表面材の巻き付け方法
【課題】仕上がりのバラつきがなく、作業時間が短時間で済み、人件費の削減が可能となり、生産性が向上する扉の芯材への表面材の巻き付け方法を提供する。
【解決手段】枠状又は板状をした芯材1の一方の面と他方の面にそれぞれ表面材2を巻き付けて貼着してなる扉3の芯材1への表面材2の巻き付け方法である。表面材2は、芯材1の面に対応する中央部21と、芯材1の側端面に対応する側部22と、側部22の外側に隣接しする埋没部23と、からなる。芯材1の一方の面と他方の面とにそれぞれ表面材2の中央部21を貼着して、側部22と埋没部23とが中央部21と略面一状に芯材1から突出した状態として搬送し、搬送方向に沿って配設した複数のローラ5によって順に、埋没部23を内側に折り曲げ、側部22を内側に折り曲げると共に埋没部23を略突き合わせ、側部22を芯材1の側端面に当接させると共に埋没部23を芯材1の溝10に埋没する。
(もっと読む)
伸縮可能な木質構造体および当該木質構造体をコア材とするフラッシュパネル
【課題】フラッシュパネルのコア材として用いるのに適した木質構造体であって、強度および取り扱い性に優れるとともに、面材との接着強度が高く、面材を十分に補強することができ、廃材の再利用が可能な木質構造体を提供する。
【解決手段】伸縮可能な木質構造体1であって、木質材料からなる帯状の板基材2を、板面同士を対向させて多数積層し、前記板基材2には、板基材の幅方向に平行であって、板基材の上面または下面に開口する折曲用溝3を複数設け、反対側の板面に貼着したフレキシブルシート4により、折曲用溝3の両側を折り曲げ可能に繋げ、且つ、全ての折曲用溝3の開口が、屈曲方向と反対側になるよう、折曲用溝3の開口方向と板基材2の接着箇所を構成する。
(もっと読む)
フラッシュ構造の内装パネル及びその製造方法
【課題】容易に精度良くコア材を所定の長さに展張させることが可能で、展張したコア材を保管することによる保管スペースの増大を抑えることができると共に、位置決め用の治具も不要となるフラッシュ構造の内装パネル及びその製造方法を提供する。
【解決手段】左右の内枠1を離間して配置して前記両方の内枠1の間に複数の支持芯材2を架設して梯子状に組み立て、両方の内枠1の外側の面にそれぞれ、ハニカム構造を有し伸縮自在なコア材3の伸縮方向の一端部を取り付け、各コア材3の伸縮方向の他端部に外枠4をそれぞれ取り付け、外枠4と内枠1との間に幅決め芯材5を介在させ、内枠1と外枠4の表裏両面に面板を貼着した。
(もっと読む)
フラッシュ構造ドア及びフラッシュ構造ドアに用いる縦框芯材の製造方法
【課題】 フラッシュ構造ドアを構成する枠体に面材を配設するに当たり、面材と枠体との間に隙間を生じさせず接着性能を向上させ、且つ、簡単な構成によって芯組みできるフラッシュ構造ドアを提供する。
【解決手段】 上下の横框芯材1と縦框芯材2とで形成された枠体3に面材4を配設してなるフラッシュ構造ドアである。縦框芯材2は外側縦框小枠21と、該外側縦框小枠21と略同じ長さに形成された内側縦框小枠22とを備える。また、内側縦框小枠22の上下端部近傍に横框芯材位置決め部材24を設け、この上面24a及び下面24bを横框芯材当接面241とする。横框芯材1は外側横框小枠11と、外側横框小枠11と略同じ長さの内側横框小枠12とを備える。そして、内側横框小枠12と外側横框小枠11とを横框芯材当接面241にそれぞれ当接することで縦框芯材2に対して横框芯材1の上下方向の位置決めをした。
(もっと読む)
21 - 30 / 67
[ Back to top ]