
国際特許分類[B28B3/02]の内容
処理操作;運輸 (1,245,546) | セメント,粘土,または石材の加工 (6,498) | 粘土または他のセラミック組成物,スラグまたはセメント含有混合物,例.プラスター,の成形 (3,411) | プレス機の使用による材料からの成形品の製造 (690) | 型中の材料にラムで圧力をかけるもの;特殊形状のラムヘッド (238)
国際特許分類[B28B3/02]の下位に属する分類
国際特許分類[B28B3/02]に分類される特許
101 - 110 / 226
コンクリートブロックの製造装置および製造方法
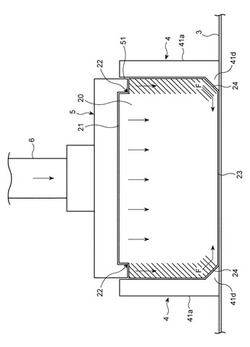
【課題】脱型までの時間を短縮することで、型枠が専有される期間を短縮することが可能なコンクリートブロックの製造装置および製造方法を提供する。
【解決手段】下型となる平面板3と、平面板3に配置された上下面が開口した型枠4と、型枠4に充填される未硬化状態のコンクリートを上方から加圧してコンクリートブロック20の底面を成型する上型5とを備え、上型5は、コンクリートブロック20の底面21を成型する下面の周縁部全体に凸部51が形成されている。また、型枠4の下端内側には、コンクリートブロック20の上面縁部に傾斜面24を形成するために突出した傾斜面形成部42dが設けられている。
(もっと読む)
プレス成形用金型およびポジチップの製造方法

【課題】 プレス成形時に成形体の上面側側面端部の形状を鋭利なエッジとできるプレス成形用金型およびポジチップの製造方法を提供する。
【解決手段】 内側の空洞6の形状が、ポジチップ14を成形するために上部に向かって幅が広がる成形体部8と、成形体部8の直上に位置してストレート部9の高さt2との比t2/成形体部8の高さt1=0.03〜0.35のストレート部9と、ストレート部9の直上に位置してストレート部9よりも幅が広がる逃がし部10とを具備するダイス2と、棒状をなす上パンチ3および下パンチ4の一対のパンチとからなるプレス成形用金型1で、すくい面16と逃げ面18との交差稜線部に切刃19を設け、逃げ面18が逃げ角θを有するポジチップ14を成形する。
(もっと読む)
コンクリートブロック成型機のパレット供給装置
【課題】 昇降台振動用のベルトにパレットホールドアーム及びその先端のストッパーに駆動ベルトが接触することがあった。
【解決手段】 本発明のパレット供給装置は、往復移動可能なパレット押出機構によってレールの上の空パレットをコンクリートブロック成型機の昇降台側に送り出して昇降台の上にあるブロック搭載パレットを昇降台の外に突出すと共に突出し後の昇降台の上に前記空パレットをのせるパレット供給装置であり、レールの両外側にブレーキローラーを設け、ブレーキローラーはパレット押出機構又は空パレットが所定位置に来たことを検知する検知機からの指示により作動して、移動中の空パレットを両側から挟んで昇降台の上の所定位置に停止させる。また、ブレーキローラーの制動力を、パレット押出機構による空パレットの送り出しが停止すると所定位置に停止する強さにして、空パレットが昇降台の所定位置に自動停止するようにする。
(もっと読む)
成形体を製造するための方法およびプレス機
【課題】 所定の形状厚さを有するブランクまたは成形体を製造するための方法を提供すること。
【解決手段】 充填装置の充填型20に成形材料5が充填され、成形材料5が重力方向で充填型20からプレス機の成形型14内に放出されるものにおいて、成形材料5は吸引によって充填型20内に保持され、成形型14内への成形材料5の放出は吸引力の低減、特に遮断によって引き起こされる。
(もっと読む)
環状粉末成形体の製造装置及び製造方法
【課題】焼結部品等の環状粉末成形体の製造装置及び方法であって、環状粉末成形体の内径と外径との同軸精度の向上を図る技術を提案する。
【解決手段】環状成形体の外径を形成する外型31と内径を形成する内型32とを少なくとも具備する金型30と、該金型30上を或第一方向Kに往復運動可能であり内部の粉末を重力により落下させて前記金型30のキャビティ34へ充填する粉箱11と、該粉箱11への粉末の供給経路を形成する供給管12と、前記供給経路において前記粉箱11に堆積する粉末の密度を前記第一方向Kと略直交する略水平方向である第二方向Jに偏らせる手段とを、環状成形体の製造装置に少なくとも備えて、前記金型30の外型31に対して内型32が近づく方に偏心している前記第二方向Jの一側において、前記粉箱11内に堆積する粉末の密度を他側よりも大きくする。
(もっと読む)
無機質板及びその製造方法
【課題】不燃性、取扱性、加工性、施工性に優れた、高強度の無機質板を生産性よく製造できるようにする。
【解決手段】長さ3〜15mmの無機繊維1〜10重量%と、軽量骨材10〜70重量%と、無機質粉状体10〜70重量%と、結合剤5〜15重量%とを有し、これら組成材料に水を加えて含水率5〜15%に調整された混合物をフォーミングして形成したマットが熱圧プレスにより成形された無機質板Aとする。
(もっと読む)
無機発泡断熱材及びその製造方法
【課題】 軽量不燃で高い断熱性と屈撓性及び廃棄性にも優れる無機発泡断熱材、及びその製造方法の提供。
【解決手段】
分子量換算で4,000以上に多分子量化され、且シロキサン及びシラノール塩からなる固形分が略65乃至80重量%に水分が略20乃至35重量%割合のシロキサン及びシラノール塩多分子量濃縮溶液を、15℃以下の温度条件でゲル化させたうえ、加熱発泡温度が240乃至400℃で且20乃至100kg/cm2の成形圧力を付加させながら、2乃至5倍の発泡倍率で発泡成形させてなる無機発泡断熱材及びその製造方法。
(もっと読む)
セラミック成形体の処理方法
【課題】焼成前の段階でセラミック成形体の強度を向上させることができるセラミック成形体の処理方法を提供すること。
【解決手段】ステップS3に示すように、水溶性のバインダを含む未焼成のセラミックス成形体を、加圧成形によって形成する。そして、ステップS5に示すように、セラミック成形体に水蒸気をあてる。その後、ステップS6に示すように、セラミック成形体を乾燥させる。
(もっと読む)
金型
【課題】モルタル脱水成形プレス機に用いる金型に於いて、意匠型の成形面を焼入れによって硬化させることで磨耗を軽減させる。
【解決手段】モルタル脱水成形プレス機に用いる金型Aであって、上型1(意匠型)の成形面6を焼入れによって硬化させる。上型1(意匠型)の幅寸法と長さ寸法との比率が大きい場合、前記比率が1:1.3以下となるように分割して分割型1a〜1cを形成し、この分割型1a〜1cを焼入れした後、組み立てる。
(もっと読む)
二段階加圧成形方法及びその方法に用いられる金型装置
【課題】複数の加圧タイミングをもち、製品形状に合わせて加圧タイミングをコントロールしながら効率よく複雑な形状を有する製品を造型することができる二段階加圧成形方法及びその方法に用いられる金型装置を提供する。
【構成】パンチ5aによって加えられる矢印X方向の圧縮力は材料粉末3の上部全面に対する加圧力であるのに対し、パンチ5bによって加えられる矢印Y方向の圧縮力は焼結体15の内側底面中央部分に対する加圧力であり、さらにダイス下縁部2aによって加えられる矢印Y方向の圧縮力は得られる焼結体の側壁部分に対する加圧力とされ、板状部材51の厚さ等をコントロールすることによって、板状部材51のせん断に必要な圧力を所望に設定して、底面を加圧する第一段階の加圧から側壁部分を加圧する第二段階の加圧への切り替えを所望のタイミングで開始することができる。
(もっと読む)
101 - 110 / 226
[ Back to top ]