
国際特許分類[B28B3/02]の内容
処理操作;運輸 (1,245,546) | セメント,粘土,または石材の加工 (6,498) | 粘土または他のセラミック組成物,スラグまたはセメント含有混合物,例.プラスター,の成形 (3,411) | プレス機の使用による材料からの成形品の製造 (690) | 型中の材料にラムで圧力をかけるもの;特殊形状のラムヘッド (238)
国際特許分類[B28B3/02]の下位に属する分類
国際特許分類[B28B3/02]に分類される特許
81 - 90 / 226
プレス成形体の製造方法及びバリ除去装置
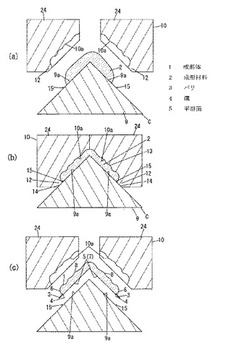
【課題】成形材料をプレス成形してプレス成形体を得るにあたり、発生したバリを容易に除去することができるプレス成形体の製造方法を提供する。
【解決手段】成形材料2をプレス成形することによりプレス成形体Aを製造するプレス成形体Aの製造方法に関する。成形材料2をプレス成形して成形体1を形成すると同時にこのプレス成形によって前記成形体1に溝4を、この成形体1に生じるバリ3の基端部の近傍に形成する工程と、得られた成形体1に生じたバリ3に応力をかけることにより前記溝4の形成位置で成形体1からバリ3を分離して除去する工程とを含む。バリ3に応力をかけて押し割るだけで、バリ3の跡が突出することなくバリ3をきれいに除去することができる。
(もっと読む)
タイルの成形金型

【課題】主に大型のタイル素地における全体的な充填密度の差を低減し、焼成収縮によって変形することが少いタイル成形金型を提供する。
【解決手段】下型2と型枠3とにより形成される成形空間4内に充填した粉体原料Wを上型にて圧縮成形する成形金型であって、下型2は、その下方に直立配置した3本以上の油圧シリンダ9のロッド9aの先端に固定されることにより、水平に支持され、各油圧シリンダ9は作動油Sを充填した密閉空間15に連通する。
(もっと読む)
押し型成形用石膏型及びそれを使用した成形方法
【課題】セラミックスの成形体に穴を簡単に、精度よく成形する石膏型及びそれを使用したセラミックスや陶磁器の成形方法を提供する。
【解決手段】穴を開ける芯材を設置する窪みを石膏型の対向する部分に設けた石膏型を使用し、片方の石膏型の窪みに芯材を設置して、その周りに坏土を設置し、他方の石膏型を押し付けて、余分な坏土を排出しながら成形し、その後、芯材を抜いて穴を開ける成形方法を提供する。操作が簡単で、精度のよい穴を開けることができ、穴は軸に沿って大きさを変えることができ、円錐や星型など円形以外の穴を開けることができる。
(もっと読む)
タイルの成形金型
【課題】主に大型のタイル素地における全体的な充填密度の差を低減する。
【解決手段】下型2と型枠とにより形成される成形空間内に充填した粉体原料を上型にて圧縮成形する成形金型であって、下型2は成形面1をラバー6で形成すると共に、該ラバー6の周縁を細幅に残して水平に形成されたラバー裏面6aに平行に陥没させた凹部7を形成し、該凹部7の周壁7aにラバー裏面6aより垂設した薄肉な枠体8を当接し、該枠体8にて囲繞される凹部7内に、該凹部底面7bからラバー裏面6aに渡って前記凹部底面7bと同面積で薄肉平板状の低反発弾性材9と厚肉平板状の金属板10とを下から順に積重する。
(もっと読む)
成形体の製造方法、成形装置および焼結体の製造方法
【課題】本体部とこの本体部の表面を覆うように設けられた被覆層とを有し、これらの部分が互いに異なる種類の粉末を含んでなる機能性に優れた複合成形体を容易に製造可能な成形体の製造方法および成形装置、および、かかる成形体の製造方法で製造された複合成形体を焼成してなる焼結体を製造する焼結体の製造方法を提供すること。
【解決手段】本発明の成形体の製造方法は、成形型10のキャビティ15内に、磁性材料で構成された第1の粉末を含む第1の造粒粉末51を供給する第1の工程と、キャビティ15内に磁界を付与することにより、第1の造粒粉末51をキャビティ15の内壁面に吸着させる第2の工程と、内壁面に第1の造粒粉末51を形成させたキャビティ15内に、第1の粉末と種類の異なる第2の粉末を含む第2の造粒粉末52を供給し、成形する第3の工程とを有する。これにより、2層構造の複合成形体が得られる。
(もっと読む)
無機質板の製造方法
【課題】層間密着強度や耐凍害性確保のための最低面圧を確保してプレス成形を行うために、能力の非常に高いプレス機を不要とすることができる無機質板の製造方法を提供する。
【解決手段】未硬化のセメント基板1の表面に、セメントを主成分とする表層材料6を散布して表層14を形成する。この後、凹凸面を有するプレス型15を表層14側から押し付けて加圧成形することにより模様凸部18と模様凹部17とを形成する無機質板の製造方法に関する。模様凸部18の部分における未硬化のセメント基板1の圧縮率と模様凹部17の部分における未硬化のセメント基板1の圧縮率との差が20%以下となるように加圧成形する。
(もっと読む)
プレス装置
【課題】水硬性セメントの湿潤シート等の成形体に対してプレス加工を施すにあたり、離型シートを介在させて離型する際に成形体の浮き上がりを確実に防止し、成形体における変形や破損等の不良の発生を防止することができるプレス装置を提供する。
【解決手段】成形体1の表面に凹凸加工を施すプレス装置に関する。下面に凹凸形状を有する成形面3が設けられた上盤2を具備する。プレス成形時に前記上盤2と成形体1との間に介在して、離型時に成形体1を支える離型シート4を具備する。前記離型シート4の上方に配置され、離型時に前記離型シート4を成形体1に向けて押圧する押圧部材5を具備する。
(もっと読む)
湿式成形装置及び湿式成形方法
【課題】材料供給時にエアの巻き込みの発生を防止し、材料中の粉体の分布が不均一になることを防止してキャビティ内への均一な材料充填を行うことができる湿式成形装置及び湿式成形方法の提供。
【解決手段】湿式成形方法の初期位置設定工程では、下パンチ30を上昇させ、下パンチ30の上面30Aとダイ10の上面10Aとが面一となる初期位置に下パンチ30を配置させる。供給位置移動工程では、予め貯留室60a内に材料2が貯留された材料供給槽60を退避位置から供給位置へ移動させ、材料充填工程では、下パンチ30を下降させることにより、キャビティ1aの容積が0の状態から、ダイ10と下パンチ30とによりキャビティ1aを画成しながら材料供給口を通して供給位置にある材料供給槽60内の材料2をキャビティ1a内へ吸引する。
(もっと読む)
湿式成形装置
【課題】スラリー充填の定量性、高速性、均一性を高く維持することができる、湿式成形装置を提供する。
【解決手段】湿式成形装置1は、複数のシリンジ部3と、シリンジ進行機構5と、タンク部7と、成形型部9と、シリンジ昇降機構11とを備える。シリンジ部はそれぞれ、循環軌道に沿って可動に設けられ、スラリーを吸入・吐出する。シリンジ進行機構は、複数のシリンジ部を循環軌道に沿って進行させる。タンク部は、循環軌道上に設けられ、シリンジ部に吸入されるスラリーを貯留する。成形型部は、循環軌道上に設けられ、循環軌道の所定範囲に亙って、進行するシリンジ部から吐出されたスラリーを受ける。シリンジ昇降機構は、複数のシリンジ部を、少なくともタンク部に対して昇降させる。
(もっと読む)
木質セメント板の製造方法
【課題】生産効率良く凹凸意匠面を有する木質セメント板の製造方法を提供する。
【解決手段】凹凸意匠面を有する木質セメント板の製造方法において、凹部形成部に対応する凸部を形成した型板を搬送させながら、該型板の上に原料を散布して層状のマットを形成する工程と、該マットの表面の高さが略均一となるように揃える工程と、該型板の凸部に積層した該マットの原料の一部を上側から掻き取る工程と、上記マットと上記型板とをプレスし、養生する工程とからなることを特徴とする木質セメント板の製造方法。
(もっと読む)
81 - 90 / 226
[ Back to top ]