
国際特許分類[B28B3/02]の内容
処理操作;運輸 (1,245,546) | セメント,粘土,または石材の加工 (6,498) | 粘土または他のセラミック組成物,スラグまたはセメント含有混合物,例.プラスター,の成形 (3,411) | プレス機の使用による材料からの成形品の製造 (690) | 型中の材料にラムで圧力をかけるもの;特殊形状のラムヘッド (238)
国際特許分類[B28B3/02]の下位に属する分類
国際特許分類[B28B3/02]に分類される特許
71 - 80 / 226
自立型平板瓦の製造方法
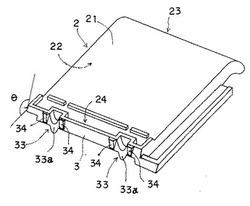
【課題】金型構造が簡単になり、前記したようなメンテナンスを省略できる自立型平板瓦の製造方法を提供する。
【解決手段】第1に、2箇所に設けられた成形体2の引掛け凸部33、33の尻側小端面33a、33aを成形体の尻24から外方向に突出させて成形するため、表型4では、尻側端面3を成形するための表型側面板42の成形面42aを、表型主板41面に対して91度〜98度の角度に開いて傾斜させて固定している。さらに、尻側端面3の引掛け凸部33の両側に2箇所、計4箇所に小凸部34を成形するため、表主板41に固定された、尻側端面3を成形するための側面板42の成形面42aに対応した凹形状の小凹部43を設けている。
(もっと読む)
複合材料、複合材料の製造方法及び該複合材料を用いた摺動部材

【課題】強度低下の防止、クラック発生の防止および生産性の向上を図った複合材料、その製造方法及び該複合材料を用いた摺動部材を提供することである。
【解決手段】複合材料は、主にカーボンからなる摺動層7と、摺動層7の外周に結合されたカーボンを含まない焼結体層8とで構成されている。摺動部材には、この複合材料が用いられている。複合材料の製造方法は、焼結体層の材料9を型に充填する第1充填工程と、摺動層の材料10を焼結体層の内周に位置する型に充填する第2充填工程と、第1充填工程及び第2充填工程において充填された材料を同時に加圧成形して粉末成形体を得る成形工程とを有している。
(もっと読む)
窯業建材用多孔質材料、窯業建材およびそれらの製造方法
【課題】表面の凹凸が大きく、シャープな模様を有する窯業建材を抄造法によって製造するために使用される窯業建材用多孔質材料、それを用いた窯業建材およびそれらの製造方法を提供する。
【解決手段】多孔質材料が、多孔質材料が、第1の圧力により圧縮される第1圧縮工程と、多孔質材料が、第1の圧力より高い第2の圧力により圧縮される第2圧縮工程と、を含んで製造される窯業建材の、製造材料用の多孔質材料であって、少なくとも2種類の、第1の圧力および第2の圧力による体積縮小率が異なる多孔質材料を含み、体積縮小率が、元の圧力のときの体積に対する所定の圧力を載荷することによって縮小した部分の体積の比である、窯業建材用多孔質材料である。
(もっと読む)
滑らかな表面を有する無機質成形体とその製造方法
【課題】軽量であって滑らかな表面を有する無機質成形体を提供する。
【解決手段】主成分が以下の(a)〜(d)
(a)粒径が1〜500μmの非晶質シリカとカルシウム塩との混合物、
(b)粒径が1〜500μmの非晶質シリカ、
(c)粒径が1〜500μmの非晶質シリカに、粒径が50〜2000Åの粒状の非晶質シリカが多数不規則に付着した非晶質シリカ複合物とカルシウム塩との混合物、
(d)粒径が1〜500μmの非晶質シリカに、粒径が50〜2000Åの粒状の非晶質シリカが多数不規則に付着した非晶質シリカ複合物、
からなる群から選択される少なくとも1種である無機質成形体であって、当該成形体の少なくとも一面に於いて、当該最表面の光沢度が4%以上であることを特徴とする無機質成形体。
(もっと読む)
滑らかな表面を有する無機質成形体とその製造方法
【課題】軽量であって滑らかな表面を有する無機質成形体を提供する。
【解決手段】珪酸カルシウムを主成分とする無機質成形体であって、当該成形体の少なくとも一面に於いて、最表面を走査型電子顕微鏡を用いて倍率10000倍で見た時、珪酸カルシウムの結晶が、当該最表面に沿うように配向した状態で観察され、且つ当該最表面の光沢度が4%以上で、且つ当該最表面を形成する前記結晶の配向指数が1.5以上であることを特徴とする無機質成形体。
(もっと読む)
大型高密度圧粉体の成形方法
【課題】金型内壁に塗布された潤滑剤の脱離を生ずることなく粉末充填して高圧成形し、抜き取り圧力の増大やかじり等の成形不良を生じない成形方法を提供する。
【解決手段】内壁2aに潤滑剤を塗布した深さ70mm以上の大型キャビティ1内へ、粉箱4から粉末Pを充填して成形する大型高密度圧粉体の成形方法において、前記粉箱4の底面に、金型2の開口部形状と相似縮小された形状を有する粉末排出口4aと開閉するシャッター5とを備え、前記金型2開口部の外接円径Dと粉末排出口4aの外接円径D0との差(D−D0)を5mm以上、隙間係数f=2t/{D(1−K)tanθ}>1を満足する様に構成し、前記粉末排出口4aと前記金型2の開口部の各中心を略一致させた状態で、キャビティ1内に粉末充填した後高圧成形する。ここで、tは前記粉末排出口と前記金型の上面との隙間、θは充填する粉末の安息角、K=D0/Dである。
(もっと読む)
粉末成形用金型
【課題】予め潤滑剤を粉末に塗布している場合、圧縮時に粉末から染み出した潤滑剤がダイのキャビティから流れ出ることを防止し、抜き出し時に成形体とダイとの摩擦に寄与する潤滑剤を増加させることで、焼き付きを防止すると共に、ダイや成形体の破損を防止する。
【解決手段】金型のダイのキャビティに粉末を充填し、該粉末を上下パンチ間で圧縮して成形体を形成する粉末成形用金型であって、前記ダイのキャビティを囲む型面と該型面と対向する前記下パンチの外周面との隙間が10〜20μmであることを特徴とする。
(もっと読む)
瓦の製造方法
【課題】乾燥によって瓦素地が変形しても、変形に伴う不良品の発生頻度を極めて抑制することのできる瓦の製造方法を提供すること。
【解決手段】粘土材料をプレス加工して瓦素地を成形する。この成形された瓦素地55は乾燥工程を経ることによって全体的に収縮するが、この際に収縮量を考慮して成形部位の収縮量に応じた追加的な肉付けをする。つまり、収縮率が大きい成形部位はそうではない成形部位に対して収縮後にその成形部分が目標とする外形形状と近似するように相対的により大きく突出(肉付け)させて成形する。収縮率が小さい成形部位では相対的に大きく突出させないように成形する。このような構成とすると乾燥によって瓦素地55が収縮すると本来瓦素地55が乾燥によって目標とする当該成形部位の外形形状に近似させることが可能となる。
(もっと読む)
膨張バーミキュライト形成方法および圧縮材料製造方法
非膨張水和バーミキュライトを3時間乃至7時間、400乃至600℃で加熱して非水和バーミキュライトを発生させる段階と、この非水和バーミキュライトを、少なくとも一種類の気体の発生中、分解することができる挿入剤を含む溶液と接触させる段階とを連続的に備えている膨張バーミキュライト形成方法。この方法は、主に、熱絶縁分野で適用される。 (もっと読む)
平瓦の製造方法
【課題】瓦素地を自立焼成させるために尻側端面を研削加工する際に加工時間が短くなおかつ加工に伴う粉塵の発生を抑制するようにした平瓦の製造方法を提供すること。
【解決手段】粘土材料をプレス加工して尻部端面12に下方側に突出する左右一対の尻剣部14とその間に上方に突出する係合フック13が形成された平瓦素地55を成形する。尻部端面12には両尻剣部14及び係合フック13位置に後方側に突出した突出部を形成する。この成形された平瓦素地55は乾燥工程において収縮するが、収縮の結果突出部のみが平瓦素地55の同尻部端面14が目標とする基準平面よりも後方側に突出するようになっている。このようにして得られた平瓦素地55は突出部が尻部端面12の基準平面から後方に突出することとなる。これら突出部を研削工程で基準平面と略一致するまで研削加工して長方形領域18及びフック形状領域19を形成する。
(もっと読む)
71 - 80 / 226
[ Back to top ]