
国際特許分類[B29C43/32]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 圧縮成形,すなわち,付加された外部圧で成形材料を流動させるもの;そのための装置 (4,061) | 構成部品,細部または付属装置;補助操作 (1,859)
国際特許分類[B29C43/32]の下位に属する分類
型または圧縮装置への成形材料の供給 (405)
一定長の物品,即ち不連続物品,を製造するための型 (531)
不定長の物品を製造するための圧縮手段 (113)
成形品の取り出し (48)
加熱または冷却 (191)
体積の変化,例.収縮,の補償 (9)
特別の条件,例.真空,下での圧縮成形 (145)
計量,制御または調整 (149)
国際特許分類[B29C43/32]に分類される特許
261 - 268 / 268
保安装置

【課題】 一対のロール上へのゴムの投入作業および一対のロール間に形成される投入部に向けてゴムを押し遣る作業を可能にしながら、緊急時に一対のロールの回転を停止する所定の作動性能が得られるようにする。
【解決手段】 回転軸が水平方向に並列する一対のロール1上に上方からゴムGが投入されるゴムロール機に配在される保安装置であって、一対のロール1における頂部1a間に形成される投入部Aを危険領域に設定すると共に、この危険領域における状況を検知する検知手段2が一対のロール1の軸芯線に沿う側方に配在されてなる。
(もっと読む)
熱プレス装置及び方法

【課題】 熱プレス装置の実効的な加工時間を短縮しスループットを向上させる。
【解決手段】 熱プレス装置10は,加熱された金型28内でワークピース30を加熱してプレスした後,金型28を冷却することで金型28内のワークピース30を冷却するという手順で熱プレス加工を行なう。金型20をそれぞれ具備する複数のダイセット12A,12Bと,複数のダイセット12A,12Bを交互に1台のプレス機60に装着するダイセット交換装置50とが設けられる。プレス機60外では,ダイセット12A内の金型28の事前加熱が行われ,同時に,プレス機60内では,事前加熱が終わったダイセット12Bでワークピース30の熱プレス加工と引き続く冷却とが行われる。
(もっと読む)
成形機
【課題】 カーボンと樹脂とを含んだ粉末状の成形原料を用いて、その両面に複数の溝をもつ板状の成形品を加熱圧縮成形により成形する成形機において、成形品の密度を均一にすること。
【解決手段】 カーボンと樹脂とを含んだ粉末状の成形原料を用いて、その両面に複数の溝をもつ板状の成形品を加熱圧縮成形により成形する成形機において、可動側金型が上下方向に移動する縦型の型開閉機構をもち、固定側金型または可動側金型のいずれか一方の金型に、底面に複数の突条を形成した凹部を設け、他方の金型に、凹部に入れ/出し可能であるとともにその表面に複数の突条を形成した凸部を設けて、両金型が離間した状態において凹部内に供給された成形原料を、凹部に凸部が所定量入り込み、かつ、両金型で形成される密閉空間の厚さが、成形品の厚みよりも所定量大きい状態で、前記金型を振動させる。
(もっと読む)
樹脂モールド方法および樹脂モールド装置
【課題】 樹脂モールド部における樹脂の未充填やボイドを生じさせずに高品質の樹脂モールドを可能にし、製品の不良率を低減させる。
【解決手段】 樹脂モールド金型20を用いて封止用の樹脂70とともに被成形品60をクランプし、被成形品60を圧縮成形する樹脂モールド方法において、キャビティに樹脂を充填する充填工程においては、被成形品60と前記樹脂70を支持する上治具36および下治具38と、前記上治具36に対向して配置された上型32または前記下治具38に対向して配置された下型34とを離間させ、前記充填工程の後、前記キャビティに充填された樹脂を圧縮して成形する圧縮成形工程においては、前記上治具36と上型32とを当接させ、前記下治具38と下型34とを当接させて前記樹脂70を熱硬化させることにより樹脂モールドすることを特徴とする。
(もっと読む)
熱プレス用クッション材
【課題】 積層板を高い板厚精度で熱プレスすることができ、かつ、寸法安定性および耐久性にすぐれた熱プレス用クッション材を提供する。
【解決手段】 熱プレス用クッション材1は、ゴム層2と、高弾性率補強層3と、低弾性率補強層4とを含む板状の積層体からなる。ゴム層2は、高弾性率補強層3とその反対側に設けられた低弾性率補強層4とで挟まれており、積層体の全体が非空隙性である。
(もっと読む)
ナノスケール加工中に基板の寸法を変更する装置、システムおよび方法
本発明は、パターン化されたモールドを有するテンプレートなどの基板の寸法を変更する装置、システムおよび方法を対象としている。 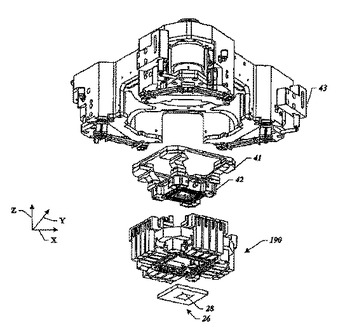 (もっと読む)
(もっと読む)
プラスチック物品を圧縮成形するための方法および装置
本願の国際出願時において、要約書の提出はありません。  (もっと読む)
(もっと読む)
熱伝導性シート状物、回路基板および熱伝導性シート状物の製造方法
【課題】 軽量化され、低価格かつ高性能な熱伝導性シート状物とその製造方法、及びこのような熱伝導性シート状物を備えた回路基板を提供する。
【解決手段】 連続気泡を内包する軟質樹脂発泡体5に、微細な熱伝導性材料を含浸させ、これを加熱しつつ1/2〜1/20厚みに圧縮する熱伝導性シートの製造方法と、この方法により得られた熱伝導性シートと、この熱伝導性シートを備えた回路基板。
(もっと読む)
261 - 268 / 268
[ Back to top ]