
国際特許分類[B29C45/12]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 射出成形機 (327) | 2つまたはそれ以上の固定金型を用いるもの,例.タンデム式 (31)
国際特許分類[B29C45/12]に分類される特許
1 - 10 / 31
射出成形装置及び射出成形方法
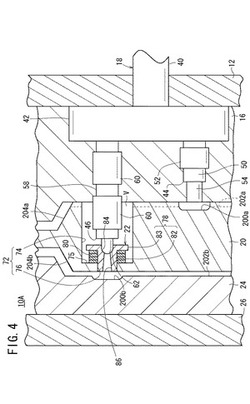
【課題】第1キャビティと第2キャビティとに溶融材料を確実に供給することができると共に、中間金型を小型化及び軽量化することができ、これによって、小型化を図ることができる射出成形装置及び射出成形方法を提供する。
【解決手段】射出成形装置10Aは、第1ノズル部44と第2ノズル部46が設けられた固定金型16と、貫通孔72が形成された中間金型20と、可動金型24とを備える。型閉じ動作を開始すると、中間金型20の貫通孔72に第2ノズル部46が挿入され、貫通孔72に設けられたシール部材78が皿ばね80の作用によって該第2ノズル部46に押し付けられる。型閉じ動作が完了した後、第1ノズル部44は、固定金型16と中間金型20との間に形成される第1キャビティ204aに溶融材料を供給し、第2ノズル部46は、可動金型24と中間金型20との間に形成される第2キャビティ204bに溶融材料を供給する。
(もっと読む)
樹脂製中空体の製造方法、および空気流量測定装置

【課題】空気流量測定装置の筐体2として利用する樹脂製中空体1をDSI法により製造するにあたり、中空6を仕切る仕切り壁12の空気漏れ防止に対する信頼性を高める。
【解決手段】DSI法の1次成形工程では、仕切り壁12を構成する接合縁20ai、20biにそれぞれ線状の溝21を設け、型移動工程では、接合縁20ai、20biを当接させることにより、2つの溝21を併せた線状の空洞23iを形成する。そして、2次成形工程では、空洞23iに溶融樹脂を充填して線状の2次モールド部24iを成形することで接合縁20ai、20biを溶着接合して仕切り壁12とする。これにより、2次モールド部24iを、空気の通路7に沿わせることができるので、仕切り壁12の空気漏れ防止に対する信頼性を高めることができる。
(もっと読む)
複数の加工部品を別個の金型で、単一のプレス機を用いて同時に成形するためのゴム射出成型装置および方法
【課題】金型の変更時間が実質的に削減されるゴム射出成形装置および方法を提供する。
【解決手段】クランプ機構52は、プレスラム26の略垂直の運動を水平のクランプ力に変換するために、プレスラム26の垂直の往復運動に応答して、ゴムが空洞38に射出されている間、金型を締付けて保持する。金型30は、分割線界面36に沿って互いに接合し、間に金型空洞38を有する2つの金型半体32、34を各々有する。金型半体32、34は自在搬送体62に受けられ、それは次に、間隔をおいた第1のレール58と第2のレール60との間に懸架され、それらに沿って摺動可能である。
(もっと読む)
インサート成形方法および装置
【課題】インサート物が例え柔軟な部分を含んでいても高品位の製品を安価に得ることができるインサート成形方法を提供する。
【解決手段】半製品(50)の製作に使用された製作治具(55)を利用して半製品(50)の外周面を樹脂層(J1、J2)で被覆する。製作治具(55)に保持されている半製品(50)の上半分と固定側金型(1)の凹部(5L、5R)とにより構成されるキャビティ(C1)に射出して1次成形する(J1)。1次成形され固定側金型(1)に残っている半製品(50)の下半分と可動側金型(20)の凹部(30L、30R)とにより構成されるキャビティ(C2)に射出して2次成形する(J2)。1、2次成形を実質的に同時に実施する。
(もっと読む)
多層成形装置及び多層成形方法
【課題】表皮材の加熱・軟化効率を向上させる予備賦形工程により、ドローダウン現象による表皮材の位置ズレを防止すると共に、成形サイクルタイムを短縮させることができる多層成形装置及び多層成形方法を提供する。
【解決手段】固定盤に取り付けられる共通型と、前記共通型と組み合わされて金型キャビティが形成される少なくとも1組の平行な金型分割面を有する回転金型部と、可動盤に取り付けられ、前記回転金型部の前記金型分割面と対向する面に加熱手段が配置されたダミープレートと、前記固定盤と前記可動盤との間に配置され、前記回転金型部を型開閉方向に直交する回転軸周りに回転可能に支持し、型開閉方向に移動させる回転金型支持手段と、前記回転金型部の金型キャビティにおいて真空成形が可能な真空成形手段と、を備えたことを特徴とする多層成形装置によって達成される。
(もっと読む)
射出成形機の中間型盤
【課題】小型軽量化を図ると共に、駆動応答性を高める。
【解決手段】可動側金型を取付けた可動型盤と固定側金型を取付けた固定型盤の間に、両背面に可動側金型又は固定側金型にそれぞれ嵌め合されてキャビティを形成する金型が取付けてある中間型盤と、2つのキャビティにそれぞれ樹脂材を充填する1組の射出充填ユニットとを有する射出成形機である。中間型盤は、複数の突出しロッド28と、複数の突出しロッドが出入り可能な複数の貫通孔を有する2枚の金型取付板21,22と、2枚の金型取付板を所定の間隔で平行に保持する複数の間隔部材23,26と、2枚の金型取付板の間の空間に突き出し方向に移動可能に設置され複数の突出しロッドが固定された突出板25と、2枚の金型取付板に両端を固定され突出板をガイドする複数のガイドロッド27と、突出板の外周端部に一端を連結した突出板作動用油圧シリンダ35とを有する。
(もっと読む)
成形品組立体製造装置
【課題】複数の成形品を成形した後、成形品が互いに連結されるまでの間、成形品の姿勢を所定の姿勢に確実に維持する装置を提供する。
【解決手段】第1成形型52Hを使用して第1成形品12を成形すると共に第2成形型51Uを使用して第2成形品11Uを成形し、その後、第1成形型に第1成形品を保持させた状態で第1成形品の一部を露出させると共に第2成形型に第2成形品を保持させた状態で第2成形品の一部を露出させ、第1成形型に対して第2成形型を移動させて第1成形品に第2成形品を連結させることによって複数の成形品からなる組立体を製造する成形品組立体製造装置に関する。第2成形品の成形時に第2成形品の外形を規定する壁面として第2成形型が第2抜出可能方向に対して垂直な方向に第2成形品外周壁面を一周するように延在する第2成形品包囲壁を有する。
(もっと読む)
成形機の制御方法および成形機
【課題】金型を取付けた回転盤が電動機により回転可能に設けられた成形機において、回転盤に取付けた金型が変更されても適切な回転速度で回転盤を回転させることができ、または電動機等の破損防止や寿命短縮防止を図ることのできる成形機の制御方法、および成形機を提供する。
【解決手段】金型29a,29bを取付けた回転盤21が電動機23により回転可能に設けられた成形機11の制御方法において、回転盤21の回転の加速時または減速時における電動機23のトルクpt1等を検出または演算により求め、前記トルクpt1等が所定値以上または所定値を超えた際にアラーム信号を発する。
(もっと読む)
往復移動を用いる成形物品移送機構
射出成形用金型100、200、300に組み込まれる金型内シャッター140、240、340、440、540が明細書に記載される。金型内シャッター140、240、340、440、540は、第1の成形物品102Aを射出成形用金型100、200、300で成形する工程中に、金型ストローク軸Xに沿って射出成形用金型100、200、300の第1の金型シュー130を延出位置Eに保持し、第1の金型シュー130を型締め組立体996のプラテンと選択的に係合させるように構成されるシャッターアクチュエーター148、548を含む。射出成形用金型100、200、300と共に使用する成形物品移送機構150、250が明細書に記載される。成形物品移送機構150、250は、使用時に射出成形用金型100、200、300に摺動可能に配置されるシャトル154を含む。シャトル154は、(i)内部に配置される第1の金型スタック106A、206A、306Aと、(ii)第1の金型スタック106A、206A、306Aを開くことで内部に受け入れられる第1の成形物品102Aと、を交互に収容する第1の開口156Aを少なくとも部分的に画定する。  (もっと読む)
(もっと読む)
積層成形装置
【課題】1台の積層装置で使用者の様々なニーズに応えられる万能な積層成形装置を提供する。
【解決手段】第1金型21が設けられた固定盤3と、第2金型8が設けられた可動盤5と、第3金型19及び第4金型20がそれぞれ設けられた回転盤4と、可動盤5及び回転盤4を型開閉方向に移動させる型締機構7及び回転盤移動機構12と、第1金型21と第3金型19とが型締めされて形成される第1キャビティに第1の樹脂を射出充填する第1射出ユニット17と、型開閉方向に移動可能に配置され、第1金型21と第4金型20とが型締めされて形成される第2キャビティ、第2金型8と第3金型19とが型締めされて形成される第3キャビティ、及び第2金型8と第4金型20とが型締めされて形成される第4キャビティのいずれか1つに第1乃至第4金型のいずれか1つを介して第2の樹脂を射出充填する第2射出ユニット18とを備えたことを特徴とする。
(もっと読む)
1 - 10 / 31
[ Back to top ]