
国際特許分類[B29C45/36]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 金型 (3,741) | コアを位置決めまたは心合わせする手段を有するもの (159)
国際特許分類[B29C45/36]に分類される特許
151 - 159 / 159
インサート成形による部品の結合方法

【課題】 タイミングベルト用プーリやテープリールなど、射出成形で一体成形が困難な樹脂成形品に関して、可能な範囲に分割して成形し、その複数体を強固にかしめ付ける方法を課題とする。
【解決手段】 分割して成形した部品の1つには所要箇所に中空12a状のボス12を突設し、他方の部材8には前記ボスが挿通する透孔7を設けて、前記ボス12をこの透孔7に挿通して仮にセットする。このセットされたものを、射出成形用金型のキゃビティにインサートし、前記の透孔7およびその両端面に形成したかしめ状頭部用キゃビティに溶融樹脂を射出充填し、冷却する。かくして充填された樹脂部は冷却に伴い収縮して、かしめ状締結部を強く締め付け、部材間に隙間を生じることはない。
(もっと読む)
射出成型用金型装置

【課題】 入子を支えるスライドコアピンをエアシリンダーや油圧シリンダーなどで作動させるため、複雑な金型構造をより複雑なものとしてしまうばかりでなく、金型装置を高価なものとしてしまっていた。また、肉厚空隙に成形材料を注入中にスライドコアピンをエアシリンダーによって作動させる為、その作動のタイミングの調整が必要となり成形するための条件をより複雑なものとしてしまっていた。
【構成】 有底筒状体を成形する射出成型用金型装置であって、前記有底筒状体の底部に凹部を形成する凸部をキャビティーの底部に形成すると共に、その凸部にゲート口を位置させ、また、前記有底筒状体の内部空間部を形成するコアピンの頂部を前記凸部の中間部に位置させた射出成型用金型装置。
(もっと読む)
成形品の型内組立方法
【課題】 第1成形品と第2成形品とを型内で組み立てられる型内組立方法の提供。
【解決手段】 ランナーストリッパープレートと、固定側型板3と、スライド金型と、可動側型板6と、エジェクタピン7とを備え、型締めをして樹脂をキャビティ内に充填して第1成形品と第2成形品との一部を連結しながら一体に成形する第一工程と、型開きの途中でコアピン2を固定側キャビティから後退させると同時にスライド金型を開く第二工程と、第一工程で成形された一体成形品を固定側型板と可動側型板との間で固定する第三工程と、エジェクタピンを突き出して第1成形品と第2成形品を分離して当該第1成形品と第2成形品とを組み立てる第四工程と、型開き終了後にエジェクタピンを突き出して第四工程で組み立てられた組立品を離型する第五工程とを順に行うことを特徴とする。
(もっと読む)
リザーバの開口部を閉鎖するキャップを一体成形するための成形型
【課題】 1つの成形型を用いて、ゲージ部の長さが異なる複数のキャップを成形可能にすること。
【解決手段】 リザーバの開口部を閉鎖するためのキャップ12を一体成形する成形型において、中心軸線を有した本体102、104と、本体102、104との間に少なくともキャップ12の本体部16およびフランジ部14を成形するための空間を形成する基端型106とを具備し、本体102、104にはゲージ部18を成形するための中心孔112が中心軸線Oに沿って形成されており、成形型100は、本体102、104に対して相対移動可能なスライド中子108を更に具備し、中心孔112の長さを変更可能になっていることを特徴としたリザーバの開口部を閉鎖するキャップの成形型。
(もっと読む)
金型装置
【課題】 主型の中央部に固定される中央金型部を組み付けの基準として、周囲に複数の金型部を簡単に位置決めして移動しないようにして固定作業ができる。
【解決手段】 主型20の片面の中央部に固定される平面視四角形状をした中央金型部Aの外周に主型20の片面に沿わせた状態で複数の金型部を配置して構成する金型装置である。中央金型部Aの四隅部の外側にそれぞれ隅金型部21を配置すると共に隣接する隅金型部21間に中央金型部Aの各辺の外側に沿って中間金型部22を配置する。中央金型部Aの隅部と隅金型部21のいずれか一方に凹部23を、いずれか他方に突部24を形成して凹部23と突部24を嵌め合わせるか、又は/及び、上記中央金型部Aの辺と中間金型部22のいずれか一方に凹部23を、いずれか他方に突部24を形成して凹部23と突部24を嵌め合わせる。
(もっと読む)
射出圧縮成形金型装置
【課題】 キャビティ形成部を有するコア型の、各対向面に沿った方向における位置ずれを確実に抑制する。
【解決手段】 型締め時に互いが対向する対向面11a、21a間にキャビティCが形成される一対の金型11、21を備え、これら11、21は対向面11a、21aに孔11b、21bが形成された型板12、22と、孔11b、21bに配設されるとともに、キャビティ形成部13a、23aを有するコア型13、23とを備え、キャビティCに溶融樹脂を射出した後に、前記金型11、21をさらに型締め方向に移動させ、前記樹脂を型締め方向に圧縮し、内面と外面とを有する射出成形品を製造する金型装置1であって、前記コア型13、23と前記型板12、22との間に、前記コア型13、23を、前記対向面11a、21aに沿った方向に拘束し、かつ前記型板12、22の内周面に対して摺動自在に支持する支持体30が配設されている。
(もっと読む)
成形装置
【課題】 ねじコアの前進、後退速度を速めて、成形サイクルタイムの短縮を可能とする成形装置を提供する。
【解決手段】 ねじコア130先端の円柱部134、ねじ部132が金型110、120によって形成されるキャビティ110a内に挿入されて、キャビティ110a内に充填される材料に連通穴320a、製品ねじ部320bを成形する成形装置において、ねじコア130外周部の雄ねじ部131に支持部140に固定される雌ねじ部141を設け、ねじコア130を支持部140に支持し、ねじコア130は、モータ210の作動、雄ねじ部131と雌ねじ部141との噛み合いによって、回転しながら少なくともねじ部132の長さに相当する距離を摺動し、加えて、摺動手段113aによって、非回転状態で少なくとも円柱部134の長さに相当する距離を支持部140と共に摺動するようにする。
(もっと読む)
2色成形品及びその成形方法
【課題】2色成形品及びその成形方法であって、接合部分の見栄え並びに精度を高める。
【解決手段】ドアトリム(2色成形品)10は、表皮22を表面に貼付した樹脂基材21からなる積層構造体(ドアトリムアッパー)20と、樹脂単体品(ドアトリムロア)30とから構成され、単一の成形金型40を使用し、ドアトリムアッパー20とドアトリムロア30の接合部に沿って成形下型42に分割機構部50を配置することにより、ドアトリムアッパー20における樹脂基材21に折曲部21aを形成し、折曲部21aと樹脂単体品30とを境界溝部17内で突き当て接合することで接合部の接合強度を高めかつ見栄えを良好なものにする。
(もっと読む)
成形システムにおいて活性材料素子を利用するための制御システム
第1の面及び第2の面を有する射出成形機を制御する方法及び装置は、第1の面と第2の面との間に配置されるように構成される圧電セラミックセンサを備える。圧電セラミックセンサは、第1の面と第2の面との間の力を感知するとともに、対応する感知信号を生成するように構成される。配線構造が圧電セラミックセンサに結合され、感知信号を伝達するように構成される。好ましくは、圧電セラミックアクチュエータも第1の面と第2の面との間に配置され、感知信号に従って第1の面と第2の面との間に拡張力を提供するように構成される。 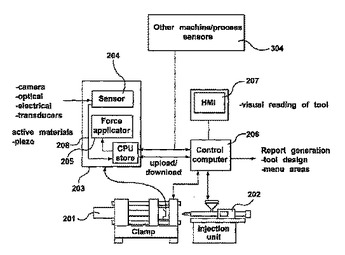 (もっと読む)
(もっと読む)
151 - 159 / 159
[ Back to top ]