
国際特許分類[B29C45/44]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 成形品の取り出しまたは突き出し (799) | アンダーカット成形品のためのもの (222)
国際特許分類[B29C45/44]に分類される特許
1 - 10 / 222
曲管製造方法及びその装置
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
インテークマニホルドの樹脂成形型、インテークマニホルド及びインテークマニホルドの樹脂成形方法
【課題】樹脂製のインテークマニホルドを低コストで製造することが可能な樹脂成形型と、インテークマニホルド及びインテークマニホルドの樹脂成形方法を提供する。
【解決手段】インテークマニホルドの樹脂成形型が、サージタンク2の端部2aに設けられるフランジ3を形成するスライド型11と、サージタンク2の内面を成形する組合せ式の複数の中子型12とを備え、中子型12が、樹脂成形後に他の中子部材に先んじて相対移動可能な第1中子部材14と、当該第1中子部材14の相対移動により形成された内部空間を利用して移動可能な第2中子部材15とを有し、第1中子部材14および第2中子部材15が樹脂成形されたフランジ3の内方空間を介して取り出し可能に構成した。
(もっと読む)
ねじ抜き金型の回転中子制御装置

【課題】ねじ部を有する成形品を射出成形する金型の回転中子を駆動するサーボモータを、サイクル時間を短縮するように制御可能な回転中子制御装置を提供することである。
【解決手段】成形品の抜き出しを行い、中子原位置までの移動距離(回転中子の復帰開始位置から逆回転で中子原位置へ復帰する際の回転数Dmと回転中子の復帰開始位置から順回転で中子原位置へ復帰する際の回転数Dp)を求め、DpがDmより大きいか否か判断し、DpがDmより大きい場合(つまりYesの場合)、中子原位置まで回転中子を逆回転し、処理を終了し、DpがDmより大きくない場合(つまりNoの場合)中子原位置まで回転中子を順回転し、処理を終了する(SA01〜SA05)。
(もっと読む)
ころ軸受用保持器、その保持器の成形金型及び製造方法
【課題】ころ軸受用保持器のポケットにおいて、内径方向へのころの逸脱を防止する機構を失うことなく、内径側ころ止め突起高さを低くすることにより潤滑性を向上させることである。
【解決手段】ポケット14の内壁面16に外径側ころ止め突起17及び内径側ころ止め突起17aを設け、前記内壁面16の相互間に内径側に至るに従い相互間の距離が小さくなるくさび角θを付与し、前記内壁面16の傾斜分だけ内径側ころ止め突起17aの高さbを外径側ころ止め突起17の高さaより低く設定した。
(もっと読む)
成形金型
【課題】成形品のアンダーカット部における成形品質を向上することができる成形金型を提供する。
【解決手段】可動型11におけるアンダーカット部20の成形面11a上には、脱型コア12の移動方向に向かって次第に浅くなる凹状部13を形成し、この凹状部13によってアンダーカット部20に形成された凸状部14との係合により、脱型コア12の移動方向に対する直交方向でのバンパー21の移動を規制するように構成した。
(もっと読む)
樹脂成形品の製造方法
【課題】第1層及び第2層を射出成形によって製造する場合において、第2層の端末処理作業を廃止することができる樹脂成形品の製造方法を提供する。
【解決手段】第1型40と第2型50とを型閉じするとともに、中子60を第1型40及び第2型の双方に当接させた状態とすることで、基材11を成形するための基材成形空間15を形成する第1型閉じ工程と、基材成形空間15に樹脂を射出して基材11を成形する第1層成形工程と、第1型40と第3型70とを型閉じすることで、表皮材本体部22を成形するための本体部成形空間25Aを形成するとともに、中子60を第1型40及び第3型70の双方に当接させた状態とし、表皮材折返部23を成形するための折返部成形空間25Bを形成する第2型閉じ工程と、本体部成形空間25A及び折返部成形空間25Bに樹脂を射出して表皮材21を成形する第2層成形工程と、を備えることを特徴とする。
(もっと読む)
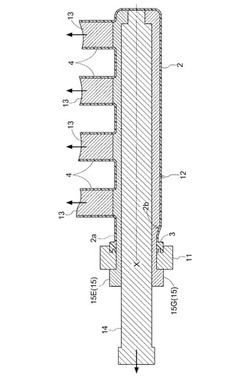
筒状成形品の射出成形金型
【課題】アンダーカットを有する成形品を変形なく取り出せる射出成形金型を提供することを目的とする。
【解決手段】内側面の始端に形成されるアンダーカット形状部(4)よりも奥端のキャビティ壁(1a)を構成する第1スライドコア(1)と、アンダーカット形状部(4)を形成する凹部(2b)を有し内側面の始端のキャビティ壁(2a)を構成する第2スライドコア(2)とを設け、第1スライドコアと(1)第2スライドコア(2)が成形品から離型する際に時間をずらせて動作することにより、離型抵抗の分散と離型時の保持を行う。
(もっと読む)
軸受保持器用金型、軸受保持器、および軸受保持器の製造方法
【課題】樹脂製の軸受保持器を多数個取り可能な射出成形金型であって、構造が複雑でなくコンパクトな軸受保持器用金型、および該金型を用いて製造された潤滑油流動性や保持器強度に優れる軸受保持器、並びに該金型を用いた軸受保持器の製造方法を提供する。
【解決手段】ラジアル軸受の軸受保持器9を樹脂組成物の射出成形で多数個取りするための軸受保持器用金型1であり、固定型2と可動型3とスライドコア4とを有し、固定型2と可動型3とのパーティングラインが1ヶ所であり、該金型における成形キャビティが、可動型3の可動方向に直列にスライドコア4により分けられて複数形成され、保持器9の内径側中空部を形成するコアピン5を有し、それぞれの成形キャビティに樹脂を充填するためのサブマリンゲートが該コアピン5に形成されており、スライドコア4の可動方向内側に、保持器9のポケット部を形成するためのポケット形成用凸部4cが設けられている。
(もっと読む)
合成樹脂製キャップ成形用の金型構造
【課題】ストリッパーが係止する位置とネジコアの有効ネジ始め部対応位置間の軸方向距離を短くしてもネジ垂れを発生させることなく、合成樹脂製キャップを成形することができる金型構造を提供する。
【解決手段】スカート壁外周部の係合突起に係合してキャップを突き出して離型するストリッパー30を有し、該ストリッパーはネジコア24の有効ネジ始め部対応位置を含む所定範囲の真下に対向する天面内周部に切欠部32を形成してなり、型抜きに際して切欠部32はスカート壁101を拘束しないので、その部分のスカート壁は外方へ拡がりやすくなり、最も抵抗が大きいアンダーカット部分の型抜き抵抗を緩和する。
(もっと読む)
ストラットマウント及びストラットマウント成形用金型
【課題】サスペンションのリバウンド時、弾性部材に当接するストッパプレートに、例えば、プレートの表裏面を貫通する孔が開けられていた場合、孔の弾性部材に対向する側の開口エッジ或いは開口エッジに残っているバリ等により、ストッパプレートが当接する弾性部材に傷が付き易く、更には、弾性部材に亀裂が入り易かった。
【解決手段】内筒部材12に、外側部材13の上部上方に露出するストッパゴム14に対向して位置し、搬送手段の係止部Fが入り込む係止用孔16が開けられたストッパプレート15を形成し、ストッパプレート15の裏面15aを覆うプレートゴム14aを有する。
(もっと読む)
1 - 10 / 222
[ Back to top ]