
国際特許分類[B29C47/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 押出成形,すなわち所定の形状を与えるダイまたはノズルを通して成形材料を押し出すもの;そのための装置 (4,755)
国際特許分類[B29C47/00]の下位に属する分類
あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための (411)
多層または多色物品の製造 (560)
構成部品,細部または付属装置;補助操作 (3,466)
国際特許分類[B29C47/00]に分類される特許
131 - 140 / 318
木目調樹脂成形品
【課題】ポリスチレン系樹脂よりなる基材に対するABS樹脂よりなる木目調樹脂層の密着性に優れた木目調樹脂成形品を提供する
【解決手段】樹脂成分100質量部に対して、滑剤1〜12質量部を配合してなる熱可塑性樹脂組成物(I)のペレット100質量部に対して、該熱可塑性樹脂組成物(I)とは色調の異なる熱可塑性樹脂組成物(II)のペレット0.5〜20質量部を成形機中で溶融混合して成形することによって得られる木目調樹脂層を有する木目調樹脂成形品。該熱可塑性樹脂組成物(I)および/または該熱可塑性樹脂組成物(II)は、アセトン可溶分中のシアン化ビニル化合物の含有量が1〜15質量%であるシアン化ビニル化合物−芳香族ビニル化合物系共重合体(III)を1〜70質量%含む。
(もっと読む)
ポリ乳酸樹脂組成物およびそれからなる押出成形品
【課題】
本発明は、成形性に優れ、成形品とした時の製品外観に優れるポリ乳酸樹脂組成物およびそれからなる成形品に関するものである。
【解決手段】
(A)ポリ乳酸樹脂100重量部に対し、(B)重量平均分子量が4000〜20,000であるポリエチレングリコール、ポリプロピレングリコールから選ばれる少なくとも1種0.01〜5重量部、および(C)エポキシ基を有するスチレン/アクリル共重合体0.1〜3重量部を配合してなり、そのポリ乳酸樹脂組成物のメルトフローレートが温度190℃、荷重2160gで0.1〜4(g/10分)であるポリ乳酸樹脂組成物とそのポリ乳酸樹脂組成物からなる押出成形品である。
(もっと読む)
熱可塑性押出発泡体のエネルギー吸収物品
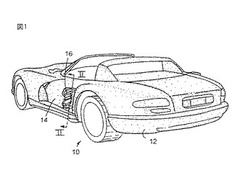
【課題】低密度において十分な圧縮強度を有する自動車EAUコアを提供する。
【解決手段】耐衝撃性を望む表面、エネルギー吸収物品に挿入された熱可塑性押出発泡体、この熱可塑性押出発泡体は第一の方向において他の方向よりも高い強度を有する合体したストランド発泡体であり、そしてこの熱可塑性押出発泡体はその強度が最大である第一の方向が耐衝撃性を望む方向にほぼ沿って配列されている、を含むエネルギー吸収物品。
(もっと読む)
圧縮スクリュー押出機及び未加硫ゴムの圧縮押出方法

【課題】未加硫ゴムの押出機において、ギヤポンプを設けることなく、ゴムを定量ずつダイス(口金)に供給して安定した品質のタイヤを提供する。
【解決手段】圧縮スクリュー押出機1は、シリンダ12と、シリンダ12の内部に回転自在に支持されたスクリュー11と、シリンダ12の先端(図中右端)に取り付けられたダイス(口金)14とを備えている。スクリュー11とシリンダ12内周壁で形成される未加硫ゴムの移送空間容積が、スクリュー11の後端側から先端側に向かって減少しており、移送される未加硫ゴムにバックフロー(逆流)を生じさせる。このバックフローによる反力で、ダイス14に移送する未加硫ゴムにかかる圧力を、未加硫ゴムをダイス14に定量ずつ供給できる所望の圧力まで上昇させると共に、このバックフロー自体が昇圧されたフィードゴムの圧力をシール(封止)する作用をし、昇圧された圧力が確実に維持される。
(もっと読む)
多芯フラット絶縁電線およびその製造方法
【課題】難燃性であって、未架橋の状態においても高温でブロッキングが起こりにくい多芯フラット絶縁電線を提供すること。また、上記目的に加えて端末加工性(多芯フラット絶縁電線の切断、端末加工の絶縁体の剥ぎ取り加工)にも優れた多芯フラット絶縁電線を提供すること。さらに、上記多芯フラット絶縁電線の製造方法を提供すること。
【解決手段】ハロゲン化合物を含まない難燃性の多芯フラット絶縁電線であって、
絶縁被覆が、エチレン酢酸ビニル共重合体、脂肪酸アミド、および金属水酸化物を含む成型用樹脂組成物を架橋することにより形成されており、
前記成型用樹脂組成物中、脂肪酸アミドの含量が1〜4重量%であり、エチレン酢酸ビニル共重合体の総量に対して酢酸ビニルの総量が40〜70重量%であることを特徴とする、多芯フラット絶縁電線。
(もっと読む)
押出成形型
【課題】中空孔を有する成形体の成形に際し、過大な圧力をかけずに成形することができると共に中空孔の間に成形材料が充分に充填され、且つ得られる成形体の強度低下等の発生を防止して安定した生産を行うことができる押出成形型を提供する。
【解決手段】成形材料の流路をその流通方向の順方向側と逆方向側とに仕切る支持部1と、この支持部1から前記流通方向の順方向側に向けて突出する複数の突部2とを具備する。前記支持部1に、この支持部1を前記流通方向に貫通する複数の流通孔3が、前記各突部2の周囲を囲む位置に均等に配置されるように設けられている。この押出成形型Aを用いて成形体Bを得るにあたり、成形材料は各流通孔3を介して複数の突部2間を通過する。このとき成形材料を高い押出圧力をかけることなく突部2の周りに充分に充填することができる。
(もっと読む)
押出成形型
【課題】押出成形にて中空孔を有する成形体を得る際に、中空孔に気流を供給すると共にこの中空孔内の内圧が過大になったり中空孔間での内圧の差が大きくなることを防止して、成形体の破損を抑制し、安定した生産を行うことができる押出成形型を提供する。
【解決手段】支持部1と、支持部1から突出する複数の突部2とを具備する。突部2に通気孔17が設けられる。支持部1に流通孔3が設けられる。主通気路20が支持部1における突部2が突設されている領域の長手方向に沿った両側の外縁の外側に前記長手方向に沿って設けられる。分枝通気路21が前記領域の内側にこの領域の短手方向に沿って並行並列に複数設けられ、分枝通気路21の両側の端部が各主通気路20に連通される。各分枝通気路21の断面積Sが、この分枝通気路21に接続されている全ての突部2の通気孔17の断面積の合計をsとした場合に、S≧s/2の関係を満たすように形成されている。
(もっと読む)
四フッ化エチレン樹脂ファインパウダー、或いはその押出成形品
【課題】フッ素樹脂多孔体の製造方法として、延伸することで孔をあけていく方法を採用すると、その延伸率を高くしていけば気孔率は高くなっていくが、同時に孔径も大きくなって、濾過性能は小さくなっていく。従って、通常、小孔径で濾過性能が高いものは透過流量が小さく、透過流量を大きくするために、気孔率を大きくしようとすると孔径も大きくなって、濾過性能は小さくなってしまう。このような問題を解消し、処理効率が高く、かつ、濾過性能も高いフッ素樹脂多孔質体を得る。
【解決手段】放射線が照射された四フッ化エチレン樹脂ファインパウダー又は、それを用いた押出成形品であって、その示差走査熱量計分析における熱吸収曲線が、四フッ化エチレン樹脂ファインパウダーが本来持つ347℃吸収ピークと、放射線照射によって現れる335℃の吸収ピークとの両方を持つ四フッ化エチレン樹脂ファインパウダー、或いはその押出成形品。
(もっと読む)
ガラスラン及びその製造方法
【課題】外観品質の向上を図るとともに、製造工数の増大を抑止しつつ、取付部への容易かつ安定した装着が可能となるガラスラン及びその製造方法を提供する。
【解決手段】ガラスラン5は、ドアフレームの内周に沿って設けられた取付部4に取着され、基底部14及び該基底部14から延びる車外側側壁部15及び車内側側壁部16よりなる断面略コ字状の本体部11と、各側壁部15、16の略先端から本体部11内側に延びる一対のシールリップ12、13とを備え、押出成形により長手方向全域が形成される。また、取付部4のコーナー部に対応するコーナー部位31における各側壁部15、16の延出長が、それ以外の一般部位における各側壁部15、16の延出長よりも短く形成されることで、本体部11のガラス開口部の外周方向における長さがコーナー部位31において短く構成されている。
(もっと読む)
ポリプロピレン系樹脂押出発泡体及びその製造方法
【課題】15倍以上の高い発泡倍率を有し、かつ70%以上の独立気泡率である断熱性に優れたポリプロピレン系樹脂押出発泡体及びその製造方法が提供する。
【解決手段】230℃における溶融張力が5〜30gである直鎖状のポリプロピレン樹脂を含むポリプロピレン系樹脂組成物を、少なくとも炭化水素系ガスを含む発泡剤を用い押出発泡した発泡倍率が15倍以上であり、独立気泡率が70%以上であることを特徴とするポリプロピレン系樹脂押出発泡体。
(もっと読む)
131 - 140 / 318
[ Back to top ]