
国際特許分類[B29C47/02]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 押出成形,すなわち所定の形状を与えるダイまたはノズルを通して成形材料を押し出すもの;そのための装置 (4,755) | あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための (411)
国際特許分類[B29C47/02]に分類される特許
101 - 110 / 411
同軸ケーブルおよび多心同軸ケーブル
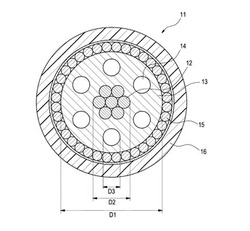
【課題】空隙部の絶縁体に対する割合を確保して低誘電率とするとともに、十分な強度を得ることが可能な同軸ケーブルおよび多心同軸ケーブルを提供する。
【解決手段】中心導体12を、長手方向に連続する空隙部14を有する絶縁体13で覆い、該絶縁体13の外周に外部導体15を配した同軸ケーブル11で、中心導体12の径に対する絶縁体13の径の比が3.2〜4.3倍であり、空隙部14は断面円形または楕円形状に形成され、同軸ケーブル11の長さ方向に垂直な断面において、全ての空隙部14の面積と絶縁体13の面積の和に対する空隙部14の割合を空隙率とするときに、一つの空隙部14の空隙率を9.0〜10%とし、かつ全部の空隙部14を合わせた空隙率を54〜60%とする。
(もっと読む)
流動性材料を塗布する方法

【課題】製造物の部品に溶融流動性材料を塗布する方法を開示する。
【解決手段】本件に開示される方法および装置は、適切な流動性材料の作成,流動性材料が塗布される方法に対する制御,流動性材料の塗布前の製品処理などに関する。さらに、本装置および方法は、自動車,航空宇宙および海洋輸送手段における表面と部品とに流動性材料を塗布するのに特に適する。
(もっと読む)
薄層樹脂被覆鋼管およびその製造方法
【課題】被覆樹脂層全体の厚さを300μm以下に押出し成形して成り、使用済み後は鋼管と樹脂を分離することなく、そのまま廃棄処分することができる薄層樹脂被覆鋼管およびその製造方法を提供する。
【解決手段】電縫鋼管10の表面の溶接ビートが除去処理され、次いでサイジングミルにより鋼管10の外周面の真円度を数十ミクロン単位に高める成形加工が行なわれ、この鋼管10の外周面に接着剤が塗布され、その上に多層ダイスにより鋼管10全周面へ均等厚さに押出された被覆樹脂層2を順次に複数層被覆して、被覆樹脂層2全体の厚さが300μm以下に押出し成形され、管軸方向に均等断面に構成されている。
(もっと読む)
PTFE混合物成形体及びPTFE多孔体の製造方法、並びに絶縁電線の製造方法
【課題】肌理が細かく、残留応力の少ないPTFE多孔体が製造でき、気孔率の微調整が可能なPTFE混合物成形体の製造方法、このPTFE混合物成形体によるPTFE多孔体の製造方法、及び、このPTFE多孔体を使用した絶縁電線の製造方法を提供する。
【解決手段】少なくともPTFE粉末と造孔剤と成形助剤とを混合したPTFE混合物を加圧成形してPTFEプリフォームを作成し、該PTFEプリフォームをペースト押出により所定形状に成形し、上記ペースト押出の際、上記プリフォームの断面積SP、上記押出ダイスの有効断面積SD、上記プリフォームの送り速度VP、及び、上記PTFE混合物成形体の引取り速度VRが、(式1)VR>VP(SP/SD)を満たすPTFE混合物成形体の製造方法。上記造孔剤を除去することによって気孔を形成するPTFE多孔体の製造方法。上記による電線の製造方法。
(もっと読む)
導電性ゴムロール、プロセスカートリッジおよび画像形成装置
【課題】従来に比べ押出成型後の表面性が向上した導電性ゴムロールを提供する。
【解決手段】導電性ゴムロールは、芯金と芯金の外周に設けられた導電性弾性層と有し、導電性弾性層は、エピクロルヒドリンゴムとアクリロニトリル−ブタジエン共重合ゴムとの混合物からなる原料ゴムと、原料ゴム100質量部に対して20〜60質量部の平均粒径40〜80nmの炭酸カルシウムを含有した未加硫ゴムを加硫化することで得られ、未加硫ゴムは、剪断速度が10-7〜103rad/secで温度が70〜120℃における動的粘弾性の貯蔵弾性率G’の曲線と損失弾性率G”の曲線との交点が2.0×103〜4.0×104Pa、剪断速度が2.0×10-3〜10-1rad/secで応力緩和試験のMSR値が0.4以上、加硫化後の導電性弾性層のゴム硬度が60以下である。
(もっと読む)
太陽電池モジュール用裏面一体化シートの製造方法
【課題】バックシート及び裏面側充填材を積層させて一体化シートを作製する場合に、一体化シートの反りを抑制できる太陽電池モジュール用裏面一体化シートの製造方法を提供する。
【解決手段】太陽電池モジュールの裏面側に使用されるバックシートと、裏面側の充填材とを積層する太陽電池モジュール用裏面一体化シートの製造方法であって、バックシートの積層面側には、150℃における熱収縮率が1.5%以下の耐熱非伸張基材が設けられており、積層はバックシート上に充填材を構成する樹脂組成物を厚さ30μmから1000μmで溶融押し出しする溶融押し出し法である。この組みあわせにより一体化シートの反りを抑制できる。
(もっと読む)
多層ポリプロピレンフィルムおよびこれの製造方法および使用方法
配向ポリプロピレンフィルムおよびメタロセン触媒使用ポリプロピレンフィルムを有する二層重合体フィルムの成形を行うことを包含する方法であって、前記メタロセン触媒使用ポリプロピレンフィルムが示すシール開始温度が80℃から130℃である方法。二軸配向ポリプロピレンフィルム、メタロセン触媒使用ポリプロピレンフィルムおよび基質を含有する積層品であって、前記メタロセン触媒使用ポリプロピレンフィルムが前記二軸配向ポリプロピレンフィルムと前記基質の間に位置する積層品。 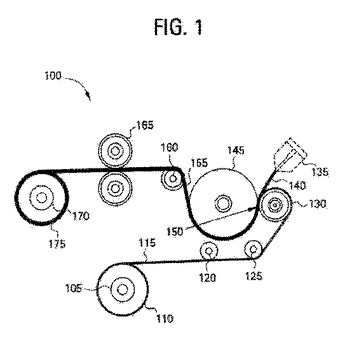 (もっと読む)
(もっと読む)
複合押出成形品及びその製造方法
【課題】装飾カバー部とモール本体部とを一体化したベルトモールディングの湾曲や反りを防止しながら端末に加工や処理を容易に施すことができるようにする。
【解決手段】ベルトモールディング10は、モール本体部12の外面形状のうちの装飾カバー部11の内面に対向する部分が装飾カバー部11の内面形状の相似的縮小形に形成されて、装飾カバー部11の内部空間内にモール本体部12の一部が非接着状態で嵌め込まれていて、装飾カバー部11とモール本体部12がそれぞれ相手部材に対して長手方向には移動が許容されて長手方向と交差する方向には移動が阻止されている。更に、モール本体部12の長手方向の一方の端末を所定の長さだけ切断してモール本体部12の長さを装飾カバー部11の長さよりも短くすることで、装飾カバー部11の端末にモール本体部12が存在しない端末段差部が形成されている。
(もっと読む)
帯状部材の製造装置
【課題】帯状部材の製造不良を低減し、品質向上、コスト削減を図る上で有利な帯状部材の製造装置を提供する。
【解決手段】各ボビン32から引き出されたスチールワイヤ26は、整列機構36により所定のピッチでそれらの長手方向を平行させ並べられた状態で押し出し機38に至る。この際、各ボビン32に設けられた制動機構34により、各ボビン32からそれぞれ引き出されるスチールコード26に均一の張力が付与されている。均一の張力が付与され整然と並べられた状態の複数本のスチールコード26に対して押し出し機38によりゴム材料24が被覆されることにより帯状部材28が押し出される。押し出し機38から押し出された帯状部材28は、冷却部54において巻回されて冷却される。冷却された帯状部材28は、アキュームレータ56を経て巻き取り機58でドラム60に巻き取られる。
(もっと読む)
複合押出成形品及びその製造方法
【課題】装飾カバー部とモール本体部とを一体化したベルトモールディングの湾曲や反りを防止しながら端末に加工や処理を容易に施すことができるようにする。
【解決手段】ベルトモールディング10は、モール本体部12の外面形状のうちの装飾カバー部11の内面に対向する部分が装飾カバー部11の内面形状の相似的縮小形に形成されて、装飾カバー部11の内部空間内にモール本体部12の一部が非接着状態で嵌め込まれていて、装飾カバー部11とモール本体部12がそれぞれ相手部材に対して長手方向には移動が許容されて長手方向と交差する方向には移動が阻止されている。更に、モール本体部12の押出成形後の冷却に伴う長手方向の収縮によりモール本体部12の長さが装飾カバー部11の長さよりも短くなることで、装飾カバー部11の端末に装飾カバー部11の内部空間内にモール本体部12が存在しない端末段差部が形成されている。
(もっと読む)
101 - 110 / 411
[ Back to top ]