
国際特許分類[B29C47/02]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 押出成形,すなわち所定の形状を与えるダイまたはノズルを通して成形材料を押し出すもの;そのための装置 (4,755) | あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための (411)
国際特許分類[B29C47/02]に分類される特許
81 - 90 / 411
ウエザストリップ及びその製造方法
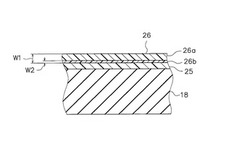
【課題】不織布層と接着層との接着性能の低下抑制を図ることにより、外観品質の低下を抑制することのできるウエザストリップ及びその製造方法を提供する。
【解決手段】自動車用ドアのドア開口周縁にはウエザストリップが装着されている。ウエザストリップは、断面略U字形のトリム部及び中空状のシール部を備えるとともに、トリム部には意匠リップ18が延出形成されている。意匠リップ18の外表面など、ウエザストリップの意匠面には、樹脂接着層25を介在させ、不織布で構成される不織布層26が形成されている。不織布層26は、着色された加飾層26aと、樹脂接着層25に接着する無着色の被接着層26bとを有している。
(もっと読む)
被覆廃材加工方法

【課題】被覆廃材の加工において、被覆廃材の品質劣化を低減でき、さらに、作業環境の悪化を回避できるとともに、被覆廃材が生じる色替え工程に対して独立したタイミングで実施できること。
【解決手段】加熱されることにより軟化した被覆用材料は、被覆用材料押出部により線状の被覆廃材1として押し出され、被覆廃材1は、冷却用容器20によって線状のまま水冷され、冷却された線状の被覆廃材1は、ストランドカッターによって常温でペレット状に切断される。
(もっと読む)
タイヤ用のゴムストリップ及びそれを用いたタイヤの製造方法
【課題】断面形状を改善することにより、捩れを抑制し、タイヤ部材の生産性を向上させる。
【解決手段】平行に配された複数本のタイヤコード2の配列体3を未加硫のトッピングゴム4により被覆した長尺かつリボン状をなし、かつ、円筒状体に巻き付けられることにより未加硫のタイヤ部材を構成するタイヤ用のゴムストリップ1である。ゴムストリップ1は、幅方向の中央部1Cでの厚さt1が、幅方向の両端1Eでの厚さt2よりも大きいことを特徴とする。
(もっと読む)
複合体およびその製造方法
【課題】一対の加熱ロール間に加熱溶融性の繊維材質からなる不織布シートとプラスチックフィルムとを重ね合わせて通し、不織布シートとプラスチックフィルムとを融着するので、加熱ロール表面に溶融した不織布シートやプラスチックフィルムの一部が付着し、発煙や悪臭の原因となったり、また超音波シールの場合は1個の振動装置で溶着できる面積が限られ、超音波装置を大きくすれば作業時間が長く生産効率が低下するといったことのない複合体を提供する。
【解決手段】複合体は、押出機の複数ノズルから押出された多数の溶融樹脂線条7が移送中の立体網状構造体1上に垂涎された直後に被着体2が重ね合わされて圧着され、溶融樹脂線条により立体網状構造体と被着体とが溶着一体化されてなる。
(もっと読む)
インサート、その製造方法及びそのインサートを有する長尺成形品の製造方法
【課題】単位長さ当たりの重量が軽く、短冊部に確実に分離可能なインサートとその製造方法、そのインサートを使用した長尺成形品を提供する。
【解決手段】インサート30は、多数の短冊部31と、圧延と引張により形成された連結部を備えた梯子状の形状である。短冊部31の間にはスリットを形成し、スリットは、長手方向における幅の広い第1スリット34と、第1スリット34よりも幅の狭い第2スリット35が交互に形成される。連結部は、幅方向における幅の狭い第1連結部32と、第1連結部よりも幅方向の幅の広い第2連結部33とが交互に形成される。短冊部31と、第1スリット34と、第2スリット35の長手方向における幅の比は、100:(65〜104):(24〜53)であり、第1連結部32と第2連結部33の幅方向における幅の比は、20:(28〜33)で形成されたインサートである。
(もっと読む)
印画用シートの製造方法
【課題】 量産性に優れ、高品質の印画用シートを得ることができる印画用シートの製造方法を提供する。
【解決手段】
連続走行する透明基材7の一方面に、透明熱可塑性樹脂9を供給し、ニップローラ3と鏡面ローラ2により透明基材7と透明熱可塑性樹脂9を挟圧し、鏡面ローラ2で透明熱可塑性樹脂9を冷却固化し、コーター10により分散液を塗布し、乾燥ゾーン11を通過させて樹脂層上に受容層を形成し、透明基材7の多方面に透明熱可塑性樹脂18を供給し、ニップローラ14とエンボスローラ13により挟圧して、透明熱可塑性樹脂18に型を転写し、エンボスローラ13により透明熱可塑性樹脂18を冷却固化し、フィルムロール8に巻き取る。
(もっと読む)
ニップル及び光ファイバケーブル製造方法
【課題】外周が丸形状で、シースと押さえテープ間に隙間がないCスロット型光ファイバケーブルを製造することができ、Cスロット型光ファイバケーブルの押出成型時にCスロットコアの回転を抑制することができるニップルを提供する。
【解決手段】Cスロットコア22に設けられた1つのスロット21に光ファイバ心線30を収納し、スロット21に光ファイバ心線30を収納するために開口された開口部21a周辺の厚さが、開口部21aと対向する側であるCスロットコア22の底部21b周辺の厚さよりも厚くなるように、Cスロットコア22の外周にシース26を被覆させる押出工程における押出機を構成するニップル10において、押出工程における押し出される側の断面形状が、開口部21a周辺に該当する箇所は平面部10aであり、開口部21a周辺以外に該当する箇所は湾曲部10bであるニップル。
(もっと読む)
採光断熱材の製造装置及び製造方法
【課題】直線状の樹脂製スペーサを確実に形成することができ、高い良品率で製造可能な採光断熱材の製造装置及び製造方法を提供する。
【解決手段】製造装置1は、相互に平行に形成されている複数の樹脂製スペーサ2bを介して積層された複数の透光性シート2aを備える採光断熱材2の製造装置である。製造装置1は、透光性シート2aを供給するシート供給機構31と、透光性シート2aが固定されるテーブル10と、透光性シート2aに対して溶融樹脂33cを吐出することにより樹脂製スペーサ2bを形成する吐出機構33と、除電機構39とを備えている。除電機構39は、吐出機構33から吐出された溶融樹脂33cが透光性シート2aに接触する前に、透光性シート2aを除電する機構である。
(もっと読む)
シート構造体の製造装置及び製造方法
【課題】美観性に優れたシート構造体を容易に製造し得るシート構造体の製造方法を提供する。
【解決手段】製造装置1は、シート2a上に溶融樹脂33cを吐出することにより樹脂製スペーサ2bを形成する吐出機構33と、樹脂製スペーサ2bが形成されたシート2a上に別のシート2aを積層する積層機構31と、温度差低減機構45とを備えている。温度差低減機構45は、吐出機構33から吐出された溶融樹脂33cがシート2aに接触する前に、シート2aの加熱及び溶融樹脂33cの冷却のうちの少なくとも一方を行うことにより溶融樹脂33cと溶融樹脂33cが吐出されるシート2aとの間の温度差を低減する機構である。
(もっと読む)
樹脂被覆鋼管の製造方法および製造装置
【課題】鋼管の溶接余盛部におけるPE被膜の低下を抑制して、鋼管の溶接余盛部においても所定の膜厚を有するPE被覆鋼管を製造コストの上昇を抑制しながら製造する。
【解決手段】溶接余盛部6を有する第1の鋼管P1、および、溶接余盛部7を有し、第1の鋼管P1に続く第2の鋼管P2を、軸方向へ送りながら、第1の鋼管P1および第2の鋼管P2の外面にPEシート8を供給することによってPE被覆鋼管を製造する際に、(a)第2の鋼管P2へのPEシート8の供給が開始される時から、第1の鋼管P1へのPEシート8の供給が終了する時までの期間を少なくとも含む第1の期間には、第1の鋼管P1および第2の鋼管P2の周速度を制御し、(b)第1の期間を除いた第1の鋼管P1のみまたは第2の鋼管P2のみにPEシート8が供給される第2の期間には、第1の鋼管P1または第2の鋼管P2に供給されるPEシート8の張力を制御する。
(もっと読む)
81 - 90 / 411
[ Back to top ]