
国際特許分類[B29C49/02]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | プリフォームまたはパリソンの製造とブロー成形とが組合わされたもの (716)
国際特許分類[B29C49/02]の下位に属する分類
国際特許分類[B29C49/02]に分類される特許
101 - 110 / 151
圧縮成形システム

【課題】合成樹脂供給装置(6)における切断・保持手段(60、260)から落下せしめられる合成樹脂(58、158)を圧縮成形装置(2)における成形型手段(18、118、218)の雌型(20、120)の成形キャビティ(32)内の所要部位に充分精密に位置せしめることができる圧縮成形システムを提供する。
【解決手段】合成樹脂供給手段における切断・保持手段の回転中心軸線を圧縮成形装置における成形型手段の回転中心軸線とを合致させて、合成樹脂供給域においては成形型手段の雌型と切断・保持手段とが上下方向に整合した弧状軌跡を通して移動され、この際に切断・保持手段から雌型の成形キャビティ内に軟化乃至溶融状態の合成樹脂が落下されるように構成する。
(もっと読む)
プリフォーム取出装置

【課題】プリフォームの移送中に姿勢を安定させて擦り傷が付きにくいプリフォームの取出装置を提供すること。
【解決手段】容器の前成形体として圧縮成形機2により形成されるプリフォーム12が圧縮成形機2からプリフォーム12の搬送コンベア3まで受け渡しされるプリフォーム取出装置1が設けられ、取出装置1は、回転アーム10によって回転可能なグリップユニット11に取付けられたプリフォーム12を支持するグリップ35を設け、グリップ35には回転半径方向へ進退可能にする手段を設けるとともに、回転アーム10に設けた揺動軸によって前記グリップを揺動可能にする手段を設け、プリフォーム12の回転軌道に一定区間追従させるように構成している。
(もっと読む)
容器を形成するためのプレフォームおよび対応する容器
長手軸(Z)の周囲に延在する側壁(5)と、前記長手軸(Z)に横向きに配置される端部壁(4)とを有し、前記端部壁(4)の1つ地点(A)が、特定の残余溶解エンタルピー(ΔHspec)の値を有する中空の本体(2)を備え、該側壁(5)の少なくとも1つの地点が(B、F、L、O)が、前記値より大きな特定の残余溶解エンタルピー(ΔHspec)の別の値を有する、容器を形成するためのプレフォーム。底部壁(32)によって密封された第1端部区域(33)と、密封手段に係合するのに適した第2端部区域(34)とを有し、前記底部壁(32)の少なくとも1つの地点(A’)が、前記第2端部区域(34)と異なる前記収容本体(31)の地点(B’、F’、L’)の特定の残余溶解エンタルピー(ΔHspec)を著しく下回る特定の残余溶解エンタルピー(ΔHspec)の値を有する収容本体(31)を備える容器。 (もっと読む)
プリフォーム、プリフォームから形成される容器及びプリフォームの圧縮成形機
【課題】PETボトルのキャップを外すことなく、金型番号などを識別できる容器及び容器の圧縮成形機を提供すること。
【解決手段】PETボトルの容器本体2の前駆体としてのプリフォーム5を圧縮成形機により形成し、圧縮成形機のキャビティー型の内壁部に形成した刻印によってプリフォームの外側底部に刻印を形成することによって、容器本体2の底部6に金型番号7及びキャビティー型番号8の刻印を形成し、容器本体2の底部6の中心点Cを含む部分に亘って、容器本体2の製造番号7,8を形成するようにした。
(もっと読む)
ブロー成形ボトル用プリフォーム保管装置
【課題】プリフォームを無秩序に集積して搬送又は取り出しを行う場合であっても、プリフォーム同士の絡み合いを起こすことなく、品質保持に優れたブロー成形ボトル用プリフォーム保管装置を提供する。
【解決手段】本発明保管装置1は、PETボトルをブロー成形するためのプリフォーム10の集積空間Rを有し、この集積空間R内からプリフォーム10を取り出し可能な集積容器2を備え、この集積容器2は、その集積空間R内に、当該プリフォーム10と共に振動可能に配置されプリフォーム10同士の絡み合いを防止する凝集防止部材3を備える。
(もっと読む)
容器及び容器を得るためのプリフォーム
圧縮成形プリフォーム(1;31;41;51;61;71;81;91)から得る容器には、支持面に載置することを目的とする基壁(203;303)と、主軸(X)を囲む側壁(202;302)とを含み、上記主軸(X)付近で測定した上記基壁(203;303)の厚さ(C4;P4)を、上記側壁(202;302)の厚さ(C1;P1)の8.2倍以下とする。 (もっと読む)
プリフォーム殺菌方法
【課題】 短時間に殺菌処理することができ且つ殺菌剤の残留する虞のないプリフォーム殺菌方法を提供する。
【解決手段】 プリフォーム1は口部2を下にした倒立姿勢で水蒸気殺菌が行われる。水蒸気殺菌はプリフォーム1の内面1aに向けて水蒸気を噴射することにより行われ、殺菌条件は、PETプリフォーム1のガラス転移点温度を挟んで、プリフォーム1の内面1aがガラス転移点温度以上の温度を所定時間継続し且つプリフォーム1の外面1bがガラス転移点温度よりも低い温度を維持するように設定される。水蒸気殺菌が終わった直後に共通のノズル管3を使って無菌エアを噴射して除水が行われる。
(もっと読む)
合成樹脂製容器を成形するための成形装置
【課題】1ステージ様式又は2ステージ様式での容器の成形が可能な成形装置、及び1ステージ様式で容器の成形に加えて必要に応じて口頸部を結晶化し容器に成形することができる成形装置の提供。
【解決手段】プリフォーム成形手段2、プリフォーム排出手段4、プリフォーム貯留手段6、プリフォームの口頸部を加熱・結晶化するための結晶化手段8及びブロー形手段10を具備する成形装置であり、該成形装置は更に、プリフォーム成形手段により成形されたプリフォームを選択的にプリフォーム貯留手段又はプリフォーム排出手段に移送するための第一のプリフォーム移送手段12、貯留プリフォームをブロー成形手段に移送するための第二のプリフォーム移送手段14、及び貯留されているプリフォームを結晶化手段に移送するための第三のプリフォーム移送手段16とそのプリフォームを貯留手段に移送するための第四のプリフォーム移送手段18を具備する。
(もっと読む)
型、一体ハンドルを備えた熱可塑性容器を吹き込み成形する方法および装置、ならびにそれで生産された容器
本発明は、一体ハンドルを備えた熱可塑性容器を吹き込み成形または吹き込み延伸成形によって生産するための型(1)に関する。本発明によれば、2つの型半部(5)は、横方向に接触面(8)まで移動することのできる2つのそれぞれのインサート(13)を備える。上述のインサート(13)はそれぞれ、2つの伸縮ピストン(14、15)、すなわち、前部スラスト面(16)を有する主ピストン(14)と、主ピストン内に収納されかつ曲線状の前部溶接面(18)を有する二次ピストン(15)とを有する。二次ピストンは、主ピストンが容器の2つの壁ゾーン(A)を互いに接触させた後で移動させられる。 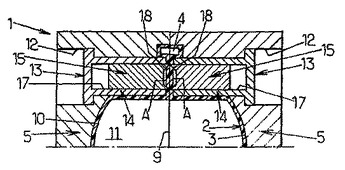 (もっと読む)
(もっと読む)
ブロー成形用プリフォーム
【課題】口部の変形を回避できるプリフォームを提供する。
【解決手段】ブローコア1への押し込みにてその外周に適合させる内壁2aを有する口部2bと、この口部2bにつながり容器の内部空間を区画形成する胴部2cとからなり、該口部2bの外面下端に環状凸部2dを備えたブロー成形用プリフォームにおいて、前記口部2bの内壁2aで、かつ、該環状凸部2dが存在する位置に、該プリフォーム2の押し込みに伴ってブローコア1の外周に当接するシール部2eを設ける。
(もっと読む)
101 - 110 / 151
[ Back to top ]