
国際特許分類[B29C49/02]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | プリフォームまたはパリソンの製造とブロー成形とが組合わされたもの (716)
国際特許分類[B29C49/02]の下位に属する分類
国際特許分類[B29C49/02]に分類される特許
61 - 70 / 151
改良された延伸ブロー成形用モノビニリデン芳香族ポリマー
本発明に従って、特定の比較的高い分子量並びに必要なゴムレベル及び粒子を有する、改良されたゴム改質モノビニリデン芳香族ポリマーが提供される。これらの改良された樹脂は、延伸ブロー成形方法に於いて使用するのに特に適合している。これらは、容器ネック強度及び靱性、壁強度及び剛性並びに包装効率の改良された組合せをもたらす。本発明は延伸ブロー成形容器のメーカーに改良された包装コスト及び効率のための選択を与える。 (もっと読む)
固体状態の気泡熱可塑性樹脂製品をブロー成形する方法
気泡熱可塑性樹脂製品を製造するためのプロセスが開示される。本プロセスは、熱可塑性材料から製造した固体パリソンをある期間の間、高圧において、飽和ガスによって処理して、ガス飽和パリソンを供給するステップと、そのガス飽和パリソンを加熱して、気泡パリソンを作成するステップと、その気泡パリソンを金型の中に設置するステップと、その気泡パリソンに成形ガスを吹き込んで、その気泡パリソンをその金型の形状に膨らませて、造形された気泡製品を供給するステップとを含む。 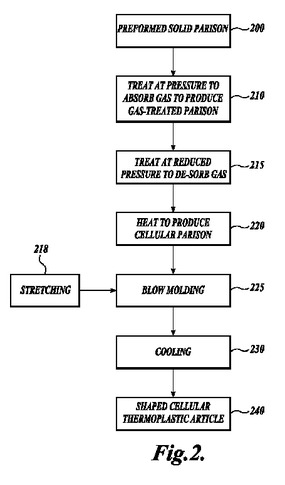 (もっと読む)
(もっと読む)
容器、金型、および製造方法
【課題】複数容器を縦方向に連結するともに、側面方向の凹部と凸部とをはめ込むそれぞれの容器をブロー成形する場合に、接続されたそれぞれの容器の側面の頸部の雄ねじ部と、底部に設けた雌ねじ部との相対角度の変動を抑制する。
【解決手段】底部、その底部に立設された筒状の側壁、およびその筒状の側壁を先端部で絞り外面に雄ねじ部を設けた頸部を有し内容物を収容する収容部と、底部に埋め込まれ、雄ねじ部に適合する雌ねじ部を有し、雄ねじ部の構成を含む他の容器の頸部をねじ入れ可能な受容部と、を備える。頸部の雄ねじ部下端から底部方向の位置には、円周形状の一部を欠いた適合溝付きつば部がさらに設けられ、受容部は、円筒形の上端を閉塞する天井部を有し、天井部の少なくとも内壁には段差が形成され、その段差に適合する段差を有する支持台に載置されたときに円筒形の中心軸周りの回転を阻害するようにすればよい。
(もっと読む)
ポリエステル組成物及びそれからなるポリエステル成形体
【課題】 透明性、耐熱性、機械的特性および保香性に優れ、食品あるいは飲料用等の容器、包装材料として有利に使用しうるポリエステル組成物およびそれらからなるポリエステル成形体を提供することである。
【解決手段】 少なくとも2種の、実質的に同一組成のポリエステルを主成分として含むポリエステル組成物であって、前記ポリエステルの極限粘度の差が0.05〜0.30デシリットル/グラムの範囲であり、前記ポリエステル組成物からなる成形体を超純水中で80℃において1時間抽出処理を実施して得られた抽出水を人工脂質膜からなる味センサを備えた味検査装置で測定した場合の味覚(苦味)の値と、超純水について同一装置により測定した場合の味覚(苦味)の値との差が2.0以下であることを特徴とするポリエステル組成物および該ポリエステル組成物を溶融成形した成形体である。
(もっと読む)
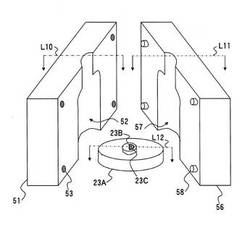
分割された収容空間を有する容器のブロー成形方法とこれにより成形された容器

本願発明は、一般に射出方式で成形されるプレフォーム自体に隔壁を形成し、ブロー金型にプレフォームを配列してブロー成形する場合、2回の成形過程を経ることにより、自然に完成された容器全体にわたって均一な厚さの隔壁を有する容器を提供することができる、隔壁によって分割された収容空間を有する容器を製造するためのブロー成形方法に関する。本願発明のブロー成形方法は、隔壁によって分けられた分割空間を有するプレフォーム成形段階と、プレフォームをブロー金型に配列し、1次ブローを経て、所定の形状を備えるようにする1次ブロー成形段階と、2次ブローを経て、ブロー金型の形状に相応する容器の形状を得る2次ブロー成形段階とを具えている。 (もっと読む)
物体を移送するための装置
装置は、受け入れ手段(6)と、壁手段(500)によって境界が定められた、物体(D)を受け入れるための凹部(406)を有する、前記物体(D)を前記受け入れ手段(6)に移送するための移送手段(10)と、前記凹部(406)を通る前記物体(D)用の通路の断面を変化させるように、前記壁手段(500)の少なくとも一部分(440)を移動させるように構成された駆動手段(430;530;630)と、を含む。 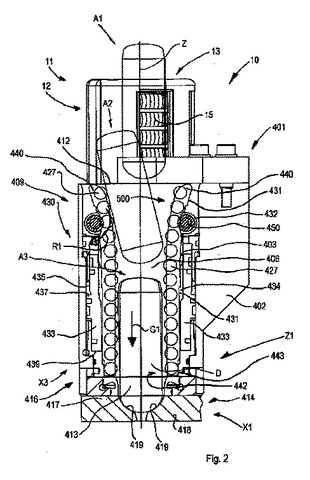 (もっと読む)
(もっと読む)
発泡壁を有する容器の製造方法
壁の中に非反応性ガスを封入したポリマープリフォームを射出成形する工程;前記プリフォームをポリマー軟化温度よりも低い温度に冷却する工程(ここで、前記冷却されたプリフォームは初期材料体積を有する);前記冷却されたプリフォームを前記ポリマー軟化温度よりも高い温度に再加熱する工程;及び、前記再加熱されたプリフォームをブロー成形して、気泡中に非反応性ガスを含む微細発泡ポリマーから実質的になる容器を製造する工程(ここで、該容器の材料体積は、同一温度で測定された前記冷却されたプリフォームの初期材料体積よりも大きい)、を有する容器の製造方法。 (もっと読む)
ダクトの製造方法
【課題】ダクト端部と胴体部とが略等しい、または、胴体部の方が大きい断面積を有する内側ダクトにおいて、肉厚が薄く、且つ、強度の高い内側ダクトを製造できる方法を提供する。
【解決手段】内側ダクトは、PETまたはPEN等の熱可塑性材料から延伸ブロー成形により製造される。具体的には、両端の大径部20aより中央部20bの方が断面積が小さく括れた筒形状のプリフォーム20を成形し、その成形されたプリフォーム20を加熱した後、プリフォーム20の内部に高圧ガスを吹き込んで製造される。延伸ブロー工程では、プリフォーム20を成形した段階で括れている中央部20bの断面積が大径部20aの断面積と略同一になるまで径方向に延伸ブロー成形される。この製造方法によれば、肉厚が薄く、強度の高い内側ダクトを製造でき、且つ、成形品に有底部が生じないので、有底部を切断するための後加工は不要であり、廃材が発生することもない。
(もっと読む)
結晶度勾配を示すポリマー製容器
【課題】本発明は、対向する内側壁(42)と外側壁(43)を備え、その結晶化率が内側壁(42)の側の方へ負の勾配を示すポリマー製容器(2)に関するものである。 (もっと読む)
射出ブロー成形のための改良ホットランナシステム
容器を作るための射出ブロー成形方法であって、ホットランナシステムを介してプリフォーム金型内に溶融した結晶性ポリマーを射出するステップと、ブローイングによりプリフォームを二軸延伸して容器を形成するステップとを備えるとともに、ホットランナシステム内で溶融結晶性ポリマーの流路を選択的に変更するための手段を備える。 (もっと読む)
61 - 70 / 151
[ Back to top ]