
国際特許分類[B29C49/02]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | プリフォームまたはパリソンの製造とブロー成形とが組合わされたもの (716)
国際特許分類[B29C49/02]の下位に属する分類
国際特許分類[B29C49/02]に分類される特許
71 - 80 / 151
二重構成要素容器および作製プロセス
二重構成要素容器(16)は、液体のための区画(40)と、容器外部に開口し区画から隔てられた細長い内向きに向けられた凹部(36)とを含む。容器は、型空洞の中へ長手方向に突き出された形状作製機構を一体化する型を用いて、ブロー成形によって形成される。形状作製機構は、熱可塑性プリフォームが膨張されて型空洞壁および形状作製機構に接触するとき、膨張されたプリフォームの一部分が経路にわたり経路と一緒になって、加圧空気を受け入れて形状作製機構からの膨張されたプリフォームの分離を容易にする通路を提供するような経路幅を有する、長手方向の経路の配列を一体化する。膨張されたプリフォームの同じ一部分が、経路の中に突起し、摩擦で二次的構成要素を保持する際に補助する凹部に沿って長手方向のリブ(44)を形成する。  (もっと読む)
(もっと読む)
表皮付ポリプロピレン系樹脂発泡成形体
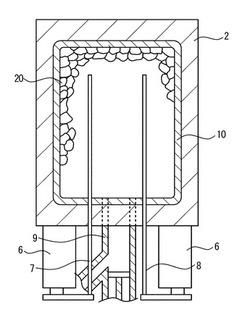
【課題】表皮材の肉厚が薄く軽量性、機械的物性、表皮材と発泡粒子成形体との融着性および発泡粒子同士の融着性に優れた表皮付ポリプロピレン系樹脂発泡粒子成形体。
【解決手段】表皮付ポリプロピレン系樹脂発泡粒子成形体ブロー成形により得られた中空成形体10内にポリプロピレン系樹脂発泡粒子成形体20が位置してなる表皮付ポリプロピレン系樹脂発泡成形体であって、該表皮を形成している樹脂が、熱流束示差走査熱量測定における80〜140℃の部分融解熱量が15J/g以上、かつ部分融解熱量と全融解熱量との比が0.2以上であるポリプロピレン系樹脂であり、該表皮の厚みが0.3〜3.5mm、該発泡粒子成形体の見かけ密度が0.015〜0.15g/cm3であり、表皮の厚みが0.5〜3.5mmで、発泡粒子成形体の密度が0.02〜0.1g/cm3であることを特徴とする。
(もっと読む)
プリフォームの搬送方法及びプリフォームの高速上下動装置

【課題】プリフォームの方向付け方法であって、第一段階で、ほぼ水平な流通管内に整列した、少なくとも一つのプリフォームの流れを形成するようにプリフォーム(5)を取り扱い、この管から出たプリフォームが第二段階で上下に動き、それによって、プリフォーム(5)がほぼ鉛直な流を少なくとも一つ形成することを特徴とする方法。この方法を実施するための装置 (もっと読む)
蛇腹成形品、及びその製造方法
【課題】耐油性及び耐熱性に優れ、自動車・車両、電気・電子機械部品、装置・機械・器具、工業部品、建築等の広い分野で有効に使用され得る蛇腹成形品を提供する。
【解決手段】本発明の蛇腹成形品は、下記に示すグラフト共重合体(A)もしくは下記に示すグラフト化前駆体(B)と、下記に示すアクリル系ゴム(C)と、ポリプロピレン(D)と、前記(A)もしくは前記(B)と前記(C)と前記(D)との合計量100重量部に対し0.01〜10重量部の架橋剤と、前記(A)もしくは前記(B)と前記(C)と前記(D)との合計量100重量部に対し0.01〜10重量部の共架橋剤を含有する未架橋組成物を溶融混練して架橋構造体としたオレフィン系熱可塑性エラストマーを成形した。
グラフト共重合体(A):耐油性エチレン−プロピレン共重合体セグメントとビニル系共重合体セグメントとからなり、かつ前記二つのセグメントのうち一方が他方に0.01〜1μmの微細な粒子として分散相を形成している
グラフト化前駆体(B):耐油性エチレン−プロピレン共重合体粒子中にビニル系単量体とラジカル重合性有機過酸化物との共重合体が分散した多相構造体である
アクリル系ゴム(C):アリルメタクリレートを含む単量体混合物から形成された
(もっと読む)
容器製造機用ノズル
プラスチック製パリソンから開始する容器のブロー成形又は延伸ブロー成形用ノズルであって、該ノズルにはパリソンを受容するよう設計した金型の上面と接触可能なノズル本体を有し、該ノズルには、
パリソンの口部と接触可能な円錐台形の接触面を設けた挿入部であって、該挿入部を、上昇位置と下降位置との間でノズル本体に対して転位可能にする挿入部、及び
挿入部を下降位置に向けて付勢する復帰ばね
を備えることを特徴とするノズル。
(もっと読む)
ブロー成形ボトル用プリフォーム
【課題】ボトル底部の一部に下方に膨出する反転凹入自在の延伸された膨出部を備えたPETボトルに好適に用いることができ、樹脂の使用量を削減してしかも十分な強度を有するPETボトルを形成することができるプリフォームを提供する。
【解決手段】プリフォーム5を、口部2と、胴部16とによって構成し、胴部16を、ボトル胴部3を成形する筒状の胴部形成部17と、ボトル底部4を成形する半球状の底部形成部18と、ボトル底部4の一部に下方に膨出して反転凹入自在に延伸された肉厚寸法0.3〜0.7mmの膨出部10を成形する膨出部形成部20とによって構成する。膨出部形成部20の肉厚寸法を1.5〜3.5mmとし、且つ、膨出部10の肉厚寸法が膨出部形成部20の肉厚寸法の10〜40%となる関係を有するように膨出部形成部20の肉厚寸法を設定する。
(もっと読む)
プリフォーム圧縮成形方法およびプリフォーム圧縮成形装置
【課題】大型な機械を導入したり、生産性を落としたりすることなく、しわがなく、金型への賦形性が優れたプリフォームを生成することができる。
【解決手段】本発明のプリフォーム圧縮成形方法は、メス型1内に、溶融樹脂塊6を投入する投入工程と、メス型1内にオス型2を挿入し、メス型1に投入された溶融樹脂塊6を圧縮することによってプリフォームを生成する圧縮工程とを備えている。圧縮工程の間、メス型1またはオス型2の少なくとも一方が振動している。
(もっと読む)
プリフォーム圧縮成形方法
【課題】容器などをブロー成形するためのプリフォームを圧縮成形する際、押出装置から押し出される溶融樹脂がドローダウンすることを防止するとともに、成形性に優れたプリフォームを成形するプリフォーム圧縮成形方法を提供すること。
【解決手段】本発明のプリフォーム圧縮成形方法は、メス型31内に、溶融樹脂塊61を投入する投入工程と、メス型31内にオス型32を挿入し、メス型31に投入された前記溶融樹脂塊61を圧縮することによってプリフォームを生成する圧縮工程とを備えている。溶融樹脂塊61を構成する樹脂材料は、ポリプロピレンまたはポリエチレンからなっている。
(もっと読む)
プリフォーム圧縮成形装置およびプリフォーム圧縮成形方法
【課題】樹脂材料の性質に係わることなく、溶融樹脂の径が細くなったり、溶融樹脂がドローダウンしたりすることを防止し、しわのないプリフォームを成形すること。
【解決手段】本発明のプリフォーム圧縮成形装置は、溶融樹脂61’を吐出口7から上方に向けて押し出す押出装置50と、押出装置50の上方に設けられ、上方に向けて押し出された溶融樹脂61’を側方から支持するとともに、溶融樹脂61’を切断して溶融樹脂塊61を生成する切断支持部10とを備えている。押出装置50の上方には、切断支持部10によって側方から支持された溶融樹脂塊61を金型30のメス型31の上方まで搬送する樹脂供給ロータリー(搬送機構)25が設けられている。
(もっと読む)
容器成形用プリフォーム、容器、及び容器の製造方法
【課題】 プリフォームをカップ状又はツボ状の容器形状にブロー成形するに際して、成形された容器胴部に延伸部材が接触した痕が現れないようにして、外観良好な容器を成形することができる容器成形用プリフォーム、そのようなプリフォームを成形してなる容器、及び容器の製造方法を提供する。
【解決手段】 成形に際して延伸部材20が最初に接触する部位X1から、型締め把持部3に至る直前の部位X2までの範囲において、延伸部2aの中心軸Cを含む面Pと、延伸部2aの延伸部材20と接触するプリフォーム内曲面との交線Lに対して、切り口が垂直に交わるようにして延伸部2を周方向に沿って切断していった断面Sの面積が、ほぼ一定となっているか、又は延伸部材20が最初に接触する部位X1で最も大きくなるように、延伸部2の肉厚分布を調整する。
(もっと読む)
71 - 80 / 151
[ Back to top ]