
国際特許分類[B29C49/02]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | プリフォームまたはパリソンの製造とブロー成形とが組合わされたもの (716)
国際特許分類[B29C49/02]の下位に属する分類
国際特許分類[B29C49/02]に分類される特許
51 - 60 / 151
方法および装置
装置は、物体(P)を処理するように構成された第1作動機械(208;203;303)と、前記第1作動機械(208;203;303)の下流側に定置され、前記物体(P)をさらに処理するように構成された第2作動機械(207;208;306)と、前記第1作動機械(208;203;303)と前記第2作動機械(207;208;306)との間に置かれ、前記物体(P)を受け入れるように構成された集積手段(252;262)と、前記集積手段(252;262)内に収容された前記物体(P)の量を示すパラメータを検出すると共に、前記パラメータに基づいて前記第2作動機械(207;208)の作動を調整する制御手段(257;267)とを備えている。方法は、ペースト状態のプラスチックを定量供給することと、前記プラスチックを圧縮成型してプリフォームを得ることと、前記プリフォームをブローして容器を得ることと、前記容器に製品を充填することとを備え、前記定量供給中に前記プラスチックが供給温度(T1)を有し、前記ブロー中に前記プラスチックがブロー温度(T2)を有し、前記充填中に前記プラスチックが充填温度(T3)を有すると共に、前記供給温度(T1)は前記ブロー温度(T2)よりも高く、前記ブロー温度(T2)は前記充填温度(T3)よりも高い。 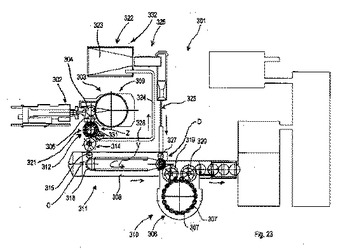 (もっと読む)
(もっと読む)
プリフォームの圧縮成形システム

【課題】口径に対して相対的に全長が短いプリフォームを効率良く生産することが可能なプリフォームの圧縮成形システムを提供する。
【解決手段】プリフォームの圧縮成形システム20は、一定方向に回転しながら雌型27と雄型28との間でプリフォーム10を圧縮成形する成形ロータリー21と、各雌型27内に溶融樹脂を投入する樹脂投入装置22と、成形ロータリー21で成形されたプリフォーム10を排出する排出装置23とを備えている。このうち排出装置23は、外周に凹部31を有するとともに一定方向に回転する排出ロータリー32と排出ロータリー32外周に設けられた排出ガイド33とを有している。排出装置23の位置に移動した雄型28に保持されたプリフォーム10が落下して排出ロータリー32の凹部31に収容され、排出ロータリー32の回転に伴って外方へ排出される。
(もっと読む)
プラスチック・プリフォームとその多色容器の製造方法
注ぎ口(20)を含むネック部(1)と、隣接する壁部(2)と、底部(3)とを含む容器をブロー成形するためのプリフォームである。プリフォームは、第1の領域(A1、A2、A3)における第1のプラスチック原料、および第2の領域(B1、B2、B3)における少なくとも1つの第2の材料からなり、これらは互いに異なる配色を有する。このプリフォームは、底部(3)が、第1のプラスチック材料および追加の第2の層(6、7、8、9、10)を備える多層構造で構成される点で注目に値する。後者の追加の第2の層は、第2の材料で構成され、2つの表面の第2の層、すなわち1つ(6)がプリフォームに関して外側に方向付けられ、もう1つ(10)が内側に方向付けられる層と、それらの間に存在してコア層を構成し、2つの第1の層の間に位置付けられる層(7、8、9)とからなる。このプリフォームは単一であり、第1の材料と第2の材料との境い目には継ぎ目がなく途切れない。本発明はさらに、このプリフォームの製造方法に関する。 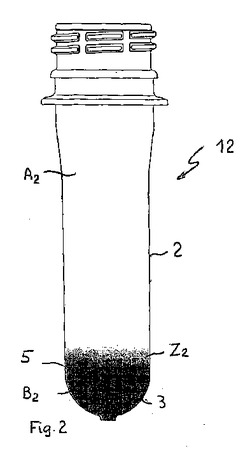 (もっと読む)
(もっと読む)
溶融樹脂圧縮成形装置及びダイヘッド並びに有底筒状体の製造方法及び樹脂製容器

【課題】押出機から押し出される溶融樹脂を切断し、成形型に供給してプリフォームを圧縮成形するにあたり、溶融樹脂の切断面に形成されるカッターマークの範囲が拡がってしまうのを抑止することができる圧縮成形装置、そのような溶融樹脂圧縮成形装置が備える押出機に取り付けるのに好適なダイヘッド、そのような溶融樹脂圧縮成形装置を利用した有底筒状体の製造方法、及びそのような有底筒状体の製造方法によって製造されたプリフォームをブロー成形してなる樹脂製容器を提供する。
【解決手段】押出機2に取り付けられるダイヘッド21に、切断刃301による溶融樹脂の切断方向に沿った方向に長軸X1を有する楕円状に開口する押出ノズル20を設け、この押出ノズル20から楕円柱長に溶融樹脂を押し出す。
(もっと読む)
プリフォーム及びプリフォームの作製用の金型スタック
【課題】従来のプリフォームでは、ゲート部の球状の形状が赤外光線の屈折角のばらつきを引き起こすため、再加熱プロセス中のプリフォームの不均一加熱をもたらす。
【解決手段】本発明の実施の形態によれば、プリフォーム300、400、900及びプリフォーム300、400、900の作製用の金型スタック600、1000が提供される。例えば、後続のブロー成形に適したプリフォーム300、400、900が提供される。プリフォーム300、400、900は、ネック部302、402、902と、ゲート部306、406、906と、上記ネック部302、402、902及び上記ゲート部306、406、906間に延びる本体部304、404、904とを備え、ゲート部306、406、906は実質的に円錐形の形状を伴う。例示的な実施の形態では、実質的に円錐状の形状は、ブロー成形プロセスの再加熱段階中に用いられる光線206の屈折角を実質的に均一にするように選択される。  (もっと読む)
(もっと読む)
オーバーパック容器用ブロー成形ライナーおよびその製造方法
本発明は、オーバーパック、瓶、容器などに使用される3次元ライナーであって、射出ブロー成形または射出延伸ブロー成形により成形された可撓性を有する3次元ライナーおよびその製造方法に関する。前記ライナーの製造方法には、予備成形体を形成するために予備成形用鋳型に重合体を射出すること、ライナーを形成するために予備成形体をブロー成形すること、ライナーを折畳んでオーバーパック内に配置させることおよびライナーを膨張させることが含まれる。予備成形体にはフルオロ重合体が用いられる。ライナーは、オーバーパックの内面に実施的に一致する可撓性本体と、可撓性本体に一体化された嵌めこみ開口部とからなる。可撓性本体は、可撓性本体を折畳むことによってオーバーパック内に着脱自在に挿入されるように構成されても良く、可撓性本体をオーバーパック内に装入してオーバーパック内で可撓性本体を再膨張させる。可撓性本体はフルオロ重合体からなり、多層を構成する。  (もっと読む)
(もっと読む)
プリフォーム検査装置
【課題】スターホイールによって円形軌道上を搬送されるプリフォームの搬送速度と同一の速度のベルトによりプリフォームを吸着カップに押し付けてプリフォームの真空吸着を行うことにより、プリフォームに傷をつけることなくプリフォームの高速搬送を可能とするプリフォーム検査装置を提供する。
【解決手段】プリフォーム1の胴部1bを真空吸着する複数の吸着カップ29と、吸着カップ29によりプリフォーム1を保持して円形軌道上を搬送するスターホイール30と、プリフォーム1をスターホイール30に受け渡す際に、プリフォーム1に係合してプリフォーム1の胴部1bを吸着カップ29に押し付けるベルトを有したベルト押付け機構50とを備え、ベルト押付け機構50は、ベルトの搬送速度をスターホイール30によるプリフォーム1の搬送速度と同期させるベルト搬送機構部を備える。
(もっと読む)
ポリエチレンテレフタレート樹脂ペレットおよびそれを用いて得られる成形体
【課題】溶融成形において低温での成形が可能であり、アセトアルデヒドなど副生成物の生成量を少なくできるポリエチレンテレフタレート樹脂ペレットおよびそれから得られる成形体を提供すること。
【解決手段】ポリエチレンテレフタレート樹脂ペレットは、(A)テレフタル酸を除くジカルボン酸成分およびエチレングリコールを除くグリコール成分を、共重合モノマー単位として合計で1.5〜6.0モル%含有し、(B)固有粘度(IV)が0.70〜1.10dl/gの範囲にあり、(C)結晶化度が55〜60%の範囲にあり、(D)球晶の径が5μm以下であるポリエチレンテレフタレート樹脂からなる。
(もっと読む)
圧縮成形装置
【課題】成形型に供給する合成樹脂の偏りを抑制し、さらには圧縮成形する合成樹脂の形状をこれから成形しようとする前成形体の形状に成形しやすくすること。
【解決手段】雌型31は、可動ロッド34と可動ロッド34を囲繞する雌型本体33とを含み、雌型本体33には上方に開放されたキャビティー孔33aが形成されており、可動ロッド34は通常位置と通常位置よりも上方に移動された上昇位置との間を昇降動され、合成樹脂の切断・保持ユニット14から合成樹脂8が落下される際には可動ロッド34が上昇位置に移動され合成樹脂8は該中央部材の上面上に落下される。
(もっと読む)
改良された延伸ブロー成形用モノビニリデン芳香族ポリマー
本発明に従って、特定の比較的高い分子量並びに必要なゴムレベル及び粒子を有する、改良されたゴム改質モノビニリデン芳香族ポリマーが提供される。これらの改良された樹脂は、延伸ブロー成形方法に於いて使用するのに特に適合している。これらは、容器ネック強度及び靱性、壁強度及び剛性並びに包装効率の改良された組合せをもたらす。本発明は延伸ブロー成形容器のメーカーに改良された包装コスト及び効率のための選択を与える。 (もっと読む)
51 - 60 / 151
[ Back to top ]