
国際特許分類[B29C49/02]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | プリフォームまたはパリソンの製造とブロー成形とが組合わされたもの (716)
国際特許分類[B29C49/02]の下位に属する分類
国際特許分類[B29C49/02]に分類される特許
11 - 20 / 151
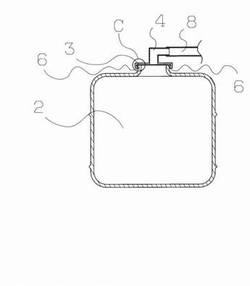
タンク体
【課題】
解決しようとする課題は、タンク体の開口部天面が成形時に変形してしまったり、キャップ組付時に、キャップとタンク体の開口部天面との間に異物が入り込んでしまったりして、キャップとタンク体の開口部天面との間に隙ができてしまう事により、タンク体内に貯蔵していた液体が漏れ出てしまう危険性があるという点である。
【解決手段】
液体を補給する為の開口部を有するタンク本体と、前記開口部を塞ぐキャップと、前記キャップの裏側に取り付けられているパッキンと、前記キャップと一体に成形され、先端が前記チューブに差し込まれているパイプによって構成されているタンク体であって、
前記キャップの裏面に前記キャップの外周とほぼ同心円状の凸形状部を設けて、前記開口部の天面に、前記キャップの裏面に設けられている凸形状部に相対する位置に凹形状部を設けることにより前記課題を解決した。
(もっと読む)
樹脂成形品の成形方法

【課題】薄肉化した熱可塑性樹脂シートの厚みのばらつきを抑制し、肉厚が薄く、且つ、均一な厚みの樹脂成形品を成形することが可能な樹脂成形品の成形方法を提供する。
【解決手段】熱可塑性樹脂をシート状に押し出し、溶融状態の熱可塑性樹脂シート(P)を下方に垂下し、その熱可塑性樹脂シート(P)を一対のローラ(30)によって挟み込み、ローラ(30)を回転することにより、熱可塑性樹脂シート(P)を下方に送り出し、その熱可塑性樹脂シート(P)を金型(32)で型締めし、熱可塑性樹脂シート(P)を金型形状に沿った形状に成形し、樹脂成形品を形成する樹脂成形品の成形方法において、以下の条件(A)または(B)を満足する。条件(A):Va<110の場合、3.0≦Va/Vb≦5.5、条件(B):Va≧110の場合、3.0≦Va/Vb<605/Va。但し、Va:ローラ(30)による熱可塑性樹脂シート(P)の送出速度(mm/s)、Vb:熱可塑性樹脂シート(P)の押出速度(mm/s)
(もっと読む)
プリフォーム
【課題】樹脂量をより一層削減することができるプリフォームを課題とする。
【解決手段】プリフォーム10は、口部12と口部12から延在する有底筒状のプリフォーム本体部14とから構成され、二軸延伸ブロー成形によって口部12が延伸されることなくプリフォーム本体部14が延伸されてプラスチックボトル1へと成形される。プリフォーム本体部14は、口部12との境界部分であって且つ二軸延伸ブロー成形によって延伸される部分に、プリフォーム10の周方向に均等の間隔で形成された複数の肉抜き部50を有する。
(もっと読む)
ブロー成形容器
【課題】底部をピンチオフ13で閉塞させた有底筒状の胴部より肩部を介して口頸部を起立した形態をなし、保形性のある外層と、外層内面に剥離可能に積層した内層とから構成され、底割れ現象が生じるのを防止でき、内層の潰れ変形形態をほぼ一定に規制することを可能として内容物の注出不良の発生を減少し、更に、底部に残る残液を防止して、この点からも良好な収容液の注出が行えるブロー成形容器を提案する。
【解決手段】外層と内層とを全高さ範囲に亘って接着する縦帯状の接着層20を、ピンチオフ13の一端部外方位置に縦設した第1接着層20aと、ピンチオフ13の他端部外方位置を挟む両側にそれぞれ縦設した第2接着層20b及び第3接着層20cとして3本形成し、第1接着層20aと第2接着層20bとの間の外層部分、及び第1接着層20aと第3接着層20cとの間の外層部分にそれぞれ外気導入孔を穿設した。
(もっと読む)
透明性に優れた射出成形品及びその製造方法
【課題】透明性及び延伸バランスに優れた耐熱性延伸成形容器を熱固定に賦することなく成形することが可能な射出成形品を提供することである。
【解決手段】エチレンテレフタレート系ポリエステル樹脂(A)と、該ポリエステル樹脂(A)の末端官能基と反応性を有する官能基を持つ鎖延長剤(B)から成り、重量平均分子量Mwが3.0×105以上の高分子量成分を1.0重量%以上の量で含有する樹脂組成物から成る射出成形品であって、下記式
ΔTc1 = 2ndTc1 ― 1stTc1
式中、2ndTc1は5分間加熱溶融後急冷した試料について示差走査熱量計で測定
した結晶化発熱ピークであり、1stTc1は溶融前の試料について示差走査熱
量計で測定した結晶化発熱ピークをそれぞれ表す、
で表されるΔTc1の値が20℃以下であることを特徴とする。
(もっと読む)
装置および方法
【課題】物体、特にプラスチックの用量を移動し、プラスチックの用量を圧縮成形する装置および方法を改良する。
【解決手段】容器母材(300)を得るためプラスチックの用量(80)を圧縮成形するよう設計されるモールド手段(3)が備わる圧縮成形装置(1)、および前記用量(80)を前記モールド(3)に供給するよう設計される移送手段(8)および前記モールド手段(3)から前記容器母材(300)を除去するよう設計される除去手段が備わる移動装置(6)から構成されることを特徴とする。
(もっと読む)
ブロー成形容器
【課題】有底筒状の胴部10より肩部を介して口頸部を起立し、保形性のある外層oと、外層o内面に剥離可能に積層した内層iとから構成され、接着層と対向位置の係止手段が挟持強度をより大きく発揮できて、デラミ現象の進行に関わりなく、最後まで内容物の安定した注出動作を得ることができるブロー成形容器を提案するものである。
【解決手段】外層oと内層iとを、全高さ範囲に亘って接着する、縦帯状の一つの接着層20を設け、接着層20を避けた外層o部分に外気導入孔を穿設し、胴部10の中心軸に対して接着層20と軸対称位置に、胴部10内に一端を開口し、基端の小径部40a の外方に外面を閉塞された大径部40b を連設した形態の内層i及び外層oで形成される膨出突部40を突設した。この膨出突部による内層の係止形態が強固で安定した注出動作を得られる。
(もっと読む)
多層ブローボトル及びその製造方法
【課題】PEN、PET、又はPEN/PET混合物を外層とし、PPを内層とし、意匠性が高く、水蒸気バリヤ性及び耐衝撃性も高い多層ブローボトルを安価に提供する。
【解決手段】ダイレクトブロー成形法によって製造され、PEN、PET、及びPEN/PET混合物のいずれかを外層材とし、ポリプロピレン樹脂を内層材とし、外層材と内層材が接着剤層を介して接合された多層ボトルであって、前記内層材が、高溶融張力ポリプロピレンを重量比において40%以上含有するポリプロピレン樹脂層である多層ブローボトルであって、外層用スクリュー式押出成形機においては、成形機内の温度が吐出口に向かって低下する様に温度勾配を設け、内層用スクリュー式押出成形機及び中間層用スクリュー式押出成形機においては、成形機内の温度が吐出口に向かって上昇する様に温度勾配を設ける。
(もっと読む)
射出成形装置及び多層プリフォームの製造方法
【課題】減圧可能な貯留部を介して樹脂を射出する射出機構と、そのような貯留部を備えていない射出機構とを併用して、それぞれの射出機構から溶融樹脂を射出する射出成形装置にあっても、射出時のエアの巻き込みをより確実に抑止することができる射出成形装置及びそのような射出成形装置を用いた多層プリフォームの製造方法を提供する。
【解決手段】
減圧可能な貯留部を介して溶融樹脂を射出する第一の射出機構と、そのような貯留部を備えていない第三の射出機構とを有し、バルブゲート80によって開閉されるゲート部45内に、第一の射出機構のホットランナー14と、第三の射出機構のホットランナー34のそれぞれの流出口が開口するとともに、当該流出口のそれぞれに跨る連通溝85を形成することによって、ゲート部45が閉じられていても、各射出機構のホットランナー14,34が互いに連通した状態となるようにする。
(もっと読む)
衝撃吸収体及び衝撃吸収体の製造方法
【課題】部分的に衝撃が集中してかかる場合や、衝撃吸収体の形状等に制約がある場合においても、効果的に衝撃を吸収することが可能な衝撃吸収体を提供する。
【解決手段】複数のリブ(6,7,15)を有する中空体(11)から成る衝撃吸収体(1)であって、少なくとも2つ以上のリブ(6,7,15)に跨った板材(10)を、中空体(11)の衝撃吸収面に有することを特徴とする。
(もっと読む)
11 - 20 / 151
[ Back to top ]