
国際特許分類[B29C49/02]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | プリフォームまたはパリソンの製造とブロー成形とが組合わされたもの (716)
国際特許分類[B29C49/02]の下位に属する分類
国際特許分類[B29C49/02]に分類される特許
81 - 90 / 151
溶融樹脂材料成形装置、溶融樹脂材料成形方法、多層プリフォーム用樹脂塊、および多層プリフォーム用樹脂塊を用いて成形された多層プリフォーム
【課題】圧縮成形された後に中間層用樹脂材料が均一に配置され、品質の良い多層プリフォームを製造することができる溶融樹脂材料成形装置を提供する。
【解決手段】溶融樹脂材料成形装置10は、多層プリフォーム用樹脂塊20を成形するものである。すなわち溶融樹脂材料成形装置10は、内外層用樹脂材料11を供給する第1樹脂材料導入路13と、中間層用樹脂材料12を供給する第2樹脂材料導入路14と、第1樹脂材料導入路13および第2樹脂材料導入路14に連通する排出口15とを備えている。このうち第1樹脂材料導入路13は、第2樹脂材料導入路14の外側に配置された外側通路13aと、第2樹脂材料導入路14の内側に配置された内側通路13bとからなっている。
(もっと読む)
容器の充填方法、容器を製造するためのプロセス、及び製造された容器
本発明は、充填ラインにおいて複数の容器を製品で充填する方法であって、容器が側壁領域、変形可能パネル領域、及びピボット領域の3領域を含み、ピボット領域が、側壁領域と変形可能パネル領域との間にあり、充填ラインにおいて充填された容器の少なくとも2つが、異なる第1及び第2の内部体積を有し、充填ラインが、第1の体積の容器から第2の体積の容器に変更するのに中断時間を実質的に必要としない方法を更に提供する。 (もっと読む)
ブロー成形ボトル用プリフォーム

【課題】ボトル底部の一部に下方に膨出する反転凹入自在の延伸された膨出部を備えたPETボトルに好適に用いることができ、樹脂の使用量を削減してしかも十分な強度を有するPETボトルを形成することができるプリフォームを提供する。
【解決手段】プリフォーム5は、胴部16の重さ(W)とボトル1の容量(V)との関係を示す関係式W=aV+bに基づいて当該関係式における傾きaを0.025〜0.03の範囲とし且つ切片bを1〜4の範囲として、胴部16の重さ(W)を設定し、胴部16の長さ寸法(L)とボトル胴部3乃至膨出状態の膨出部10の最下端の長さ(H)とがL≦H/2.3の関係を満たし、胴部16の長さ寸法(L)とボトル1の容量(V)との関係を示す関係式L=cV+dに基づいて当該関係式における傾きcを0.064とし且つ切片dを21〜31の範囲として、胴部16の長さ寸法(L)を設定する。
(もっと読む)
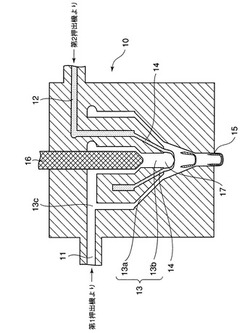
プリフォーム圧縮成形用金型
【課題】プリフォームを圧縮成形用金型から離型する際の離型性が良好となり、プリフォームにしわ不良が生じないプリフォーム圧縮成形用金型を提供する。
【解決手段】プリフォームの圧縮成形用金型10は、プリフォーム14を圧縮成形するものである。この圧縮成形用金型10は、メス型11と、メス型11に対応して設けられ、メス型11との間で溶融樹脂塊16を圧縮成形するオス型12とを備えている。圧縮成形用金型10のメス型11の内面11aおよびオス型12の外面12aのうち少なくとも一部の表面に炭素イオンが注入されている。
(もっと読む)
プリフォーム用圧縮成形方法およびプリフォーム用圧縮成形装置
【課題】溶融樹脂塊の量の長い周期でのばらつきを低減し、これによりプリフォームの外形寸法のばらつきを小さくすることができるプリフォーム用圧縮成形方法を提供する。
【解決手段】プリフォーム用圧縮成形方法は、押出機11により溶融樹脂材料を押出す工程と、押出機11により押出された溶融樹脂材料を切断機構30が切断して溶融樹脂塊12とする工程と、溶融樹脂塊12をプリフォーム成形機15の圧縮成形用金型14内に投入する工程とを備えている。次に、圧縮成形用金型14内に投入された溶融樹脂塊12は圧縮成形されてプリフォーム17として成形される。次に、測定装置19は、プリフォーム17の物理的特徴を測定し、この測定結果に基づいて押出機11からの溶融樹脂材料の押出量を調整する。
(もっと読む)
改良型プラスチック・プリフォーム
ブロー成形プロセスによって中空体を製造するためのプラスチック材料のプリフォーム(1)であって、開放端(2)、及び閉鎖端(4)を有する実質的に円筒形の中心体(3)を含むプリフォーム(1)。前記閉鎖端(4)の中心領域に相当する箇所に、前記プリフォーム(1)から外側へ突出する中空の突起(5)であって、前記プリフォーム(1)の引き伸ばし棒の先端を内部に収容可能な中空の突起(5)を備える。前記中空の突起(5)と、前記プリフォームの閉鎖端(4)の残りの側部は、球形、円錐形、楕円形、又は放物線形であってよい。 (もっと読む)
フッ素樹脂製管状部材を利用した管継手の製造方法及び管継手
【課題】 生産性が高く、素材であるフッ素樹脂製のチューブの持つ内面の平滑度を維持し清浄度を落とすことなく製造可能なフッ素樹脂製管状部材を利用した管継手の製造方法及び管継手を提供する。
【解決手段】 フッ素樹脂製管状部材を利用した管継手の製造方法は、所定の長さに調整したフッ素樹脂製管状部材1の側面の所定部分を加熱し、しかる後、所定形状を有する形成部25aを備えた型20内に保持した状態でブロー成形又は真空成形する。また管継手は基礎となるフッ素樹脂製管状部材1の内面粗さを維持した状態でフッ素樹脂製管状部材1の側面に一又は二以上の枝管を形成し、或いは屈曲させ、又は両端部の径サイズを異ならしめたことを特徴とする。
(もっと読む)
ストレッチブロー成形により製造された容器用プリフォーム
本発明は、互いに接合された3つの別個の部分、すなわち、側壁3と、底部4と、開口部を有する上部分2とを備え、側壁3の厚さが底部4の厚さより小さいパッケージをブロー成形により製造するためのプリフォーム1に関する。本発明はまた、前記プリフォーム1のブロー成形により得られたパッケージに関する。 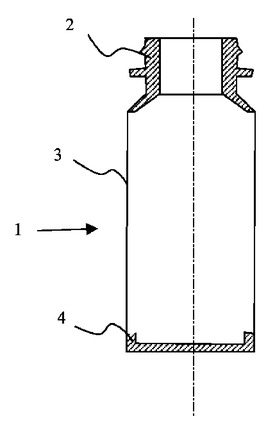 (もっと読む)
(もっと読む)
予備成形物の後処理のための装置並びに方法
本発明は、金型から取り出された形状不安的な予備成形物(10)の後処理のための装置並びに方法であって、複数の校正ピン若しくはニップル(30)を備えており、該校正ピン若しくはニップルはスリーブ状の構成部分内への差込のためのそれぞれ1つの挿入部分を含んでおり、前記スリーブ状の構成部分は冷却スリーブとして形成されており、前記ニップル(30)の挿入部分は半径方向に膨らみ可能なプレスリング若しくはシールリング(56)を有しており、該プレスリング若しくはシールリングは前記スリーブ状の構成部分内に差し込まれるようになっている形式のものにおいて、前記挿入部分の軸線方向で前記プレスリング若しくはシールリング(56)の両側にそれぞれ1つの保持肩部(54,55)を配置してあり、該保持肩部は前記プレスリング若しくはシールリングの膨らましのために互いに相対的に移動させられるようになっており、前記各ニップル(30)はそれぞれ2つの管片を有しており、該各管片の端部にそれぞれ前記保持肩部(54,55)のうちの一方を取り付けてあり、前記プレスリング若しくはシールリング(56)は、テルモス瓶の閉鎖部のように機械的に膨らませられるようになっている。  (もっと読む)
(もっと読む)
中空成形体及びその製造法
【課題】液晶性ポリマーの特性である低気体透過性(ガスバリヤ性)を損なうことなく、簡易な成形工程で、意匠性にも優れた中空成形体を得る。
【解決手段】液晶性ポリマー又はその組成物から片端または両端が開放された円筒状プリフォームを成形し、次いで両端が開放された円筒状プリフォームについては片端を封じた上で、円筒状プリフォームを回転させながら軟化溶融温度まで昇温させた後に、円筒状プリフォームの径の1.1倍以上5.0倍以下の内径を持つ金型内でプリフォーム内部に加圧気体を吹き込んで賦形し中空成形体を得る。
(もっと読む)
81 - 90 / 151
[ Back to top ]