
国際特許分類[B29C49/02]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | プリフォームまたはパリソンの製造とブロー成形とが組合わされたもの (716)
国際特許分類[B29C49/02]の下位に属する分類
国際特許分類[B29C49/02]に分類される特許
21 - 30 / 151
蛇腹成形品
【課題】柔軟性、リサイクル性、高温下での耐熱性及び耐油性に優れる蛇腹成形品を提供する。
【解決手段】(A)アクリルゴム、(B)熱可塑性ポリエステル樹脂、(C)オレフィン系重合体セグメントとビニル系共重合体セグメントとからなり、一方のセグメントが他方のセグメントにより形成されるマトリックス相中に分散相を形成しているグラフト共重合体又はその前駆体、(D)可塑剤、及び(E)アクリル系高分子加工助剤からなる熱可塑性エラストマー組成物より成形されてなる蛇腹成形品。
(もっと読む)
多層成形体およびそれからなる多層延伸成形体
【課題】 従来の技術が有する問題点を解決し、外層中あるいは内外層中の環状3量体含有量が低減されているために同一の加熱延伸金型を用いて多数のボトル成形を続ける長時間の連続運転でもボトルの透明性が維持され、また、フレーバー性も向上した多層延伸成形体を与える多層成形体およびそれからの多層延伸成形体ならびに多層成形体の製造方法を提供することを目的とする。
【解決手段】 少なくとも、溶融重縮合反応後の溶融物から得られる熱可塑性ポリエステル(A)層と、環状3量体含有量が8000ppm以下の熱可塑性ポリエステル(B)層とを含む多層構造であることを特徴とする多層成形体。
(もっと読む)
樹脂製容器、及び樹脂製容器の成形方法
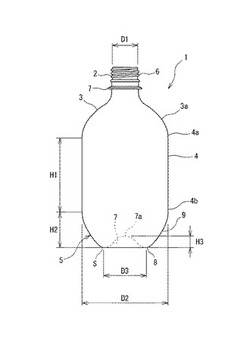
【課題】底部のクレーズの発生が抑えられ、商品価値を維持することができる樹脂製容器、及び樹脂製容器の成形方法を提供する。
【解決手段】容器軸方向上端に位置する口部2と、この口部2から拡径された筒状の胴部4と、この胴部4の容器軸方向下端を閉塞する底部5とを備え、底部5に容器内方へ隆起する隆起部7が形成され、この隆起部7の外周側に起立状態で載置面Gに接触する環状の接地部8が形成された樹脂製容器1であり、この樹脂製容器1を構成するPETの固有粘度(IV)値を0.82(dl/g)以上とした。
(もっと読む)
合成樹脂製容器の製造方法、並びにプリフォーム、インサート部材及び合成樹脂製容器

【課題】成形型の一部をなす型部材でプリフォームの口部が保護された状態のまま、当該プリフォームを延伸ブロー成形するにあたり、当該型部材を割型とせずに、簡易な構造の型部材によってプリフォームの口部を保護しつつ、その後の工程に移送することができるようにする。
【解決手段】プリフォームPの口部P1に形成されるネジ山P4の延在方向に沿ってアンダーカットとなる部分が形成されないように、ネジ山P4の下方端部側がプリフォームPの軸方向に直交する水平面と平行な端面で途切れた形状とし、このネジ山P4が形成された口部P1から螺脱できるようにしたインサート部材23を有するプリフォーム成形型PMによりプリフォームPを成形し、成形されたプリフォームPからインサート部材23を取り外すことなく、当該プリフォームを移送してブロー成形に処することで所定の容器形状に成形した後に、インサート部材23を螺脱する。
(もっと読む)
樹脂成形部品及びその成形方法並びに車両用インストルメントパネル
【課題】インストルメントパネルの軽量化及び低コスト化を図る。
【解決手段】本発明の樹脂成形部品の成形方法は、それぞれ熱可塑性を有する樹脂製とされた第一シート材62及び第二シート材64を個別に加熱して軟化させる加熱工程と、第一シート材62及び第二シート材64を軟化させた状態で、第一シート材62のうちの一部に第二シート材64を重ね合わせて重ね合わせシート76を形成すると共に、真空成形用の成形機70に重ね合わせシート76をセットするシート材セット工程と、成形機70によって重ね合わせシート76を真空成形することにより、第一シート材62における第二シート材64と重ね合わされた部分以外の部分に一般ダクト部56(浅絞り部)を形成し、第一シート材62における第二シート材64と重ね合わされた部分にデフロスタノズル38の前側壁部48(深絞り部)を形成して、下側パネル26を得る成形工程と、を備えている。
(もっと読む)
補強要素を備えるプリフォーム及び容器
本発明は、少なくとも一つの細長い補強要素210を備え、射出成形により得られる容器300の為のプラスチック製プリフォーム200に関する。本発明は、そのようなプリフォーム200から吹き出し成形され、少なくとも一つの補強要素320を備え、連続したスムーズな外部表面310bを有する容器300に更に関する。 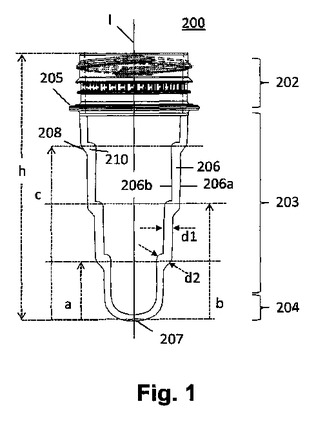 (もっと読む)
(もっと読む)
アクリル樹脂成型品の製造方法
【課題】多様な筒形状のアクリル樹脂成型品を製造できる方法を提供する。
【解決手段】アクリル樹脂成型品の製造方法は、円筒状のアクリル樹脂パイプ10を加熱炉に入れて加熱する加熱ステップと、加熱ステップで加熱したアクリル樹脂パイプ10を、所定形状のキャビティ45を有する成形型40に、両端部12が保持された状態にセットする型セットステップと、型セットステップで成形型40にセットしたアクリル樹脂パイプ10にガスを注入して、成形型40のキャビティ45の形状に沿うように膨張させるガス注入ステップと、を備える。
(もっと読む)
合成樹脂製容器を成形するための成形装置
【課題】1ステージ様式で容器を成形することができることに加えて、必要に応じてプリフォーム成形手段のみを作動せしめてプリフォームを成形し、かかるプリフォームを適宜に排出して、上記2ステージ様式で容器を成形するためのプリフォームとして保管することができる成形装置を提供する。
【解決手段】合成樹脂製プリフォームを成形するためのプリフォーム成形手段、プリフォームを排出するためのプリフォーム排出手段、プリフォーム貯留手段、プリフォームの口頸部を加熱して結晶化するための結晶化手段及びプリフォームをブロー成形して容器せしめるブロー成形手段を具備する成形装置。かかる成形装置は、更に、プリフォーム成形手段によって成形されたプリフォームを、選択的に、プリフォーム貯留手段に移送し或いはプリフォーム排出手段に移送するための第一のプリフォーム移送手段、プリフォーム貯留手段に貯留されているプリフォームを該ブロー成形手段に移送するための第二のプリフォーム移送手段を具備する。
(もっと読む)
エアバッグ
【課題】エアバッグ装置に組み込まれる樹脂製のエアバッグにおいて、さらなる展開膨張に際しての安定性及び迅速性が確保し易くなる、新規な構成のエアバッグを提供すること。
【解決手段】車両に搭載されるエアバッグ装置Mに組み込まれて、ガス充満膨出時に乗員と車内壁との間に乗員拘束緩衝部Bを形成する膨張部12を備えた樹脂製のエアバッグ。膨張部12を軟質樹脂材料でガス充満膨張形状に附形して成形する。該膨張部12は、折り畳み可能な可撓性を有し、さらに、ガス充満膨張形状が、乗員側へ膨出する鉛直断面山形状(湾曲状)とされて、乗員拘束緩衝部Bに肉盗み空間Sを形成する。
(もっと読む)
プリフォームの排出装置
【課題】プリフォームを搬送系路から排出する際にプリフォームに下向きの外力を加えて迅速に排出することができるとともに、外力を受けて落下したプリフォームが排出用シュートから飛び出すことなくスムーズに滑落させることができるプリフォームの排出装置を提供する。
【解決手段】搬送装置からプリフォーム1を排出するための排出位置に設置され、プリフォームに下向きの外力を加えてプリフォーム1を強制的に落下させる外力付与手段25と、排出位置に設置され、落下するプリフォーム1を受けて排出する排出用シュート30とを備え、排出用シュート30は、水平面に対して所定の角度だけ傾斜して配置された案内板31と、案内板31の上面に多数の樹脂製線材33を重ね合わせて敷き詰めるとともにこれら樹脂製線材33の上端部を束ねた樹脂製線材束からなる衝撃吸収部材34とからなる。
(もっと読む)
21 - 30 / 151
[ Back to top ]