
国際特許分類[B29C49/06]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | プリフォームまたはパリソンの製造とブロー成形とが組合わされたもの (716) | 射出ブロー成形 (197)
国際特許分類[B29C49/06]に分類される特許
81 - 90 / 197
耐熱ボトルの射出延伸ブロー成形方法
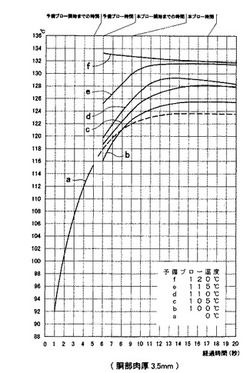
【課題】射出延伸ブロー成形による耐熱ボトルの成形を予備ブロー手段の採用によりプリフォームの胴部表面からの放熱を一時的に抑制して内部の蓄熱量の低減を阻止し、本ブロー成形までの胴部温度を高めて可能となす。
【解決手段】射出成形したPETのプリフォームの胴部肉厚を3.0〜4.5mmとする。プリフォームを射出金型と射出コアから高温離型する。プリフォームの予備ブローを離型後5±0.5秒、予備ブロー型の温度112〜117℃、予備ブロー時間0.5〜1.0秒に制限する。エアブローによりプリフォーム胴部のみ膨張する。本ブロー成形を予備ブロー型からの離型後3〜4秒、本ブロー型の温度103〜107℃、エアブロー時間6〜9秒に制限して行い、プリフォームをボトルに延伸ブロー成形すると同時にヒートセットして耐熱性を付与する。
(もっと読む)
RFIDタグがそこに融合させられるインモールドフィルムを用いて容器をブロー成形する方法及び装置
RFIDタグがその中に組み込まれるプラスチック容器を製造する装置及び方法が開示される。ブローモールドが閉じられ且つ加圧空気がパリソンを膨張させるために、RFIDタグがその中に組み込まれるインモールドフィルムが使用される直前に、ボトルはパリソンに対して配置又は設置される、ブローモールド技術を使用して製造される。よって、結果として生ずる容器は、その中にRFIDタグが融合されており、製造後に容器を探知及び追跡すること、及びボトルの真正性が確認され得る機構を提供することを可能にする。 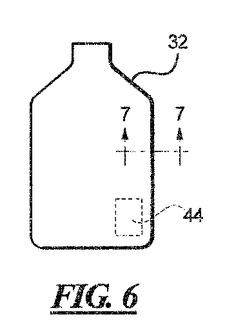 (もっと読む)
(もっと読む)
共射出成形用のホットランナー装置

【課題】多層成形体を構成する複数の樹脂を樹脂の種類毎の成形温度範囲内で加熱でき、また、マニホールドブロックの熱膨張差による樹脂漏れを防止できる共射出成形用のホットランナー装置を提供する。
【解決手段】ステム40の進退によりゲート35を開閉し、複数の樹脂A、Bを順次射出して多層成形体を製造するための共射出成形用のホットランナー装置70において、樹脂供給部から供給される樹脂A、Bが通過する樹脂通路15、25が、加熱手段18、27を備えるマニホールドブロック10、20に設けられ、該マニホールドブロック10、20はステム40の軸線の進退方向に連なって樹脂A、Bの種類毎に複数設けられてなることを特徴とする共射出成形用のホットランナー装置70。
(もっと読む)
ブロー成形金型
【課題】本発明は、ブロー成形時の気体の漏洩を抑え、蛇腹部を精度良くブロー成形することが出来るブロー成形金型を提供することにある。
【解決手段】大径側取付部の内周面側に位置する第1のコア金型と、小径側取付部の内周面側に位置する第2のコア金型とに分割され、ブロー成形用のエア噴出し口を備えたコア金型と、前記コア金型との間でパリソンを最終製品形状にブロー成形するブロー金型とからなるブロー成形金型において、前記第1のコア金型の側面に前記大径側取付部の軸方向端部を受け入れる環状溝を形成したことを特徴とする。
(もっと読む)
電子写真用中間転写ベルトの製造方法
【課題】表面層−ベルト基材界面での反射光と表面層表面での反射光との干渉が十分に抑制され、かつ、反射光の絶対光量が十分に確保された、電子写真用中間転写ベルトの製造方法を提供する。
【解決手段】熱可塑性樹脂と、固体潤滑剤と、導電材としてポリエーテルエステルアミドとを含有する熱可塑性樹脂組成物から成形されたベルト基材と、該ベルト基材上に形成された表面層とを有する電子写真用中間転写ベルトの製造方法であって、前記熱可塑性樹脂組成物からプリフォーム104を成形する工程と、該プリフォームからボトル状成形物を成形する工程と、該ボトル状成形物からベルト基材を調製する工程と、該ベルト基材表面に表面層を形成する工程とを有する中間転写ベルトの製造方法。
(もっと読む)
プリフォームの整列搬送装置およびその整列搬送方法
【課題】射出成形が高速化されても十分な時間を確保して後工程に整列させて搬送することができるプリフォームの整列搬送装置およびその整列搬送方法を提供すること。
【解決手段】射出成形用の金型から取り出された有底筒状のプリフォームP1,P2を、底部を下方に突出させて支持するプリフォームパレット20を設け、このプリフォームパレット20に、2ショット分の射出成形プリフォームP1,P2の個数8列36個のプリフォーム支持部を設けるとともに、プリフォーム支持部の交差する列および行の2方向の配列のうち行方向を金型ピッチより拡大および収縮可能に設ける一方、2回分の射出成形プリフォームをずらして搭載して射出成形のサイクルタイムの2倍で間欠搬送可能に構成する。 配列ピッチを縮小して高密度化を図って整列させることでコンパクト化を図り、サイクルタイムの2倍の時間を確保して後工程に搬送できるようになる。
(もっと読む)
成形体製造装置
【課題】装置設置スペースを狭小化すると共に、省エネルギー化を図ることができる成形体製造装置を提供する。
【解決手段】成形体用金型21,22の第一の型締め位置に第一半製品と第二半製品とを成形可能な一対の一次射出用キャビティ23〜26を設けると共に、成形体用金型21,22の第二の型締め位置に第一半製品と前記第二半製品の一方を型内に残した状態でブロー成形可能なブロー成形用キャビティ31を設け、成形体用金型21,22の第三の型締め位置においてブロー成形用キャビティ31で成形されたブロー成形品を型内に残して、第一半製品と第二半製品との他方とブロー成形品とを二次射出により結合可能に構成されている。
(もっと読む)
インジェクションブロー成形瓶およびその金型
【課題】有底状の成形瓶、特に底部における耐衝撃性をさらに強化した成形瓶、およびその成形瓶を形成する金型を提供することを課題とする。
【解決手段】本発明は、有底略筒状のインジェクションブロー成形瓶であって、該成形瓶はポリフェニルサルホン樹脂からなり、該成形瓶の底部外面壁が、外周側から底部中心に向かって緩やかな球面状に底上げされた凹部を形成するとともに、該球面状凹部の中央部表面から上部に向かって同心円状の中央沈降部が形成されており、さらに該同心円状の中央沈降部の外側に、同心円状の凸状内側外輪部を介して環状の外側沈降部が形成されており、かつ該成形瓶の底部内面壁は、凹凸がない滑らかな球面を形成していることを特徴としている。また、本発明は、上記成形瓶を製造するための金型を提供する。
(もっと読む)
バリア性に優れた多層射出成形体
【課題】バリア性、外観、耐剥離性および耐熱性に優れた多層射出成形体を提供する。
【解決手段】ジアミン構成単位の70モル%以上がメタキシリレンジアミンに由来し、ジカルボン酸構成単位の70モル%以上が炭素数4〜20のα,ω−直鎖脂肪族ジカルボン酸とイソフタル酸のモル比率が30:70〜100:0であるジカルボン酸に由来するポリアミド樹脂(A)10〜70重量%、変性ポリオレフィン(B)90〜30重量%、およびポリオレフィン(C)0〜50重量%からなるバリア性樹脂組成物層を少なくとも一層有する多層射出成形体。
(もっと読む)
固体状態の引き伸ばしを用いる方法でフィルムおよび成形品を製造する時に有用なポリエチレン
本出願者らは特定のポリエチレン(PE)ホモ重合体またはエチレンとC3からC10
アルファ−オレフィン単量体の共重合体が他のポリエチレン樹脂よりも配向加工で用いるに適することを見いだした。1つの面におけるPEは、0.3g/10分から5.0g/10分のMFI、110℃から140℃の融点、0.912g/cm3から0.965g/cm3(%)の密度、10%以下のヘイズ値、少なくとも90の透明度および少なくとも60の光沢を示す。そのポリエチレンを加熱し、製品に成形し、冷却した後、その製品に延伸配向を受けさせる。1つの態様において、本ポリエチレンを用いて製造することができるフィルム、テープ、溶融押出し加工品、射出ブロー成形品、射出延伸ブロー成形品、鋳造品および熱成形品の厚みは0.1ミルから100ミルである。このポリエチレンはそのような用途で優れた弾性、じん性、引き伸ばしおよび光学特性を示す。  (もっと読む)
(もっと読む)
81 - 90 / 197
[ Back to top ]