
国際特許分類[B29C49/08]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | ブロー成形中における二軸延伸 (269)
国際特許分類[B29C49/08]の下位に属する分類
機械的手段を用いるもの (76)
圧力差を用いるもの,例えばプリブローイング (10)
国際特許分類[B29C49/08]に分類される特許
101 - 110 / 183
変形可能な膜を具備する底部を備える容器

【課題】本発明は、剛性化された本体(5)、容器(1)の下端部に延びる底部(8)であって、本体(5)の延長で、その本体にほぼ垂直に延びている環状の台(9)、その台(9)から容器(1)の内側へ向かって延びる環状階の段(10)、底部(8)の中心から容器(1)の内側へ突出して、延びる駒(12)、段(10)及び駒(12)の間の本体にほぼ垂直に延びている球形ドームの形状の変形可能な環状膜(11)を備える底部(8)を備えることを特徴とするプラスチック材料製容器(1)に関する。 (もっと読む)
少なくとも1つの所定の補償時間の間に、可変的な継続時間にて容器の内容積をフラッシングする工程を有する、容器を形成するためのプロセス
好ましくは熱可塑性プラスチック材料から作られた予備成型物であるブランクを用いる、容器の形成プロセスであって、上記容器は、軸に対して継続的に回転される回転トレーの外周に設けられた少なくとも1つのブロー成型鋳型を備える回転式の延伸ブロー成形機を用いて形成され、上記ブロー成型鋳型は、ブロー成形サイクルに対応して周期的に稼動しており、上記形成プロセスは、予め加熱されたブランクをブロー成型鋳型中に配置する工程と、上記ブロー成型鋳型を閉じる工程と、上記ブランクを上記ブロー成型鋳型中でブロー成型する工程と、空気を内部に注入することによって、冷却されたガスを用いて上記容器の内部をフラッシングする工程と、上記ブロー成形された容器を、外部保持手段によって保持する工程と、上記ブロー成型鋳型を開く工程とを有する。上記形成プロセスは、一時的かつ発展的な様式にて、容器製造の各開始時におけるフラッシング工程の継続時間を自動的に変化させる。これによって、最初に製造される容器が、延伸ブロー成形機の安定駆動期間中に形成される容器の最終容積に対応する最終容積を付与され得る温度条件下にて形成されるように、容器内の熱的条件を設定する。  (もっと読む)
(もっと読む)
耐熱圧性ポリエステルボトル及びその製造方法

【課題】優れた耐熱性及び耐圧性をバランスよく有する耐熱圧性ポリエステルボトルを提供する。
【解決手段】ポリエステル樹脂から成るプリフォーム10を二軸延伸成形して成る耐熱圧性ポリエステルボトルにおいて、胴部のレーザーラマン分光法により測定した円周方向の配向パラメータが2.80以上で且つTMA測定による80℃における収縮量が15μm以上であることを特徴とする。
(もっと読む)
固体状態の気泡熱可塑性樹脂製品をブロー成形する方法
気泡熱可塑性樹脂製品を製造するためのプロセスが開示される。本プロセスは、熱可塑性材料から製造した固体パリソンをある期間の間、高圧において、飽和ガスによって処理して、ガス飽和パリソンを供給するステップと、そのガス飽和パリソンを加熱して、気泡パリソンを作成するステップと、その気泡パリソンを金型の中に設置するステップと、その気泡パリソンに成形ガスを吹き込んで、その気泡パリソンをその金型の形状に膨らませて、造形された気泡製品を供給するステップとを含む。 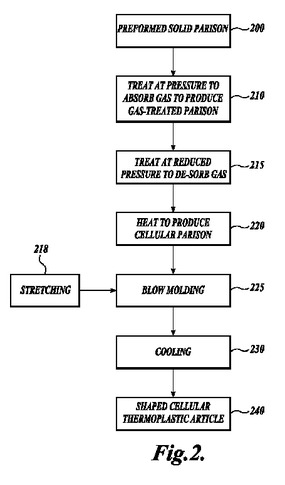 (もっと読む)
(もっと読む)
ポリエステル組成物及びそれからなるポリエステル成形体
【課題】 透明性、耐熱性、機械的特性および保香性に優れ、食品あるいは飲料用等の容器、包装材料として有利に使用しうるポリエステル組成物およびそれらからなるポリエステル成形体を提供することである。
【解決手段】 少なくとも2種の、実質的に同一組成のポリエステルを主成分として含むポリエステル組成物であって、前記ポリエステルの極限粘度の差が0.05〜0.30デシリットル/グラムの範囲であり、前記ポリエステル組成物からなる成形体を超純水中で80℃において1時間抽出処理を実施して得られた抽出水を人工脂質膜からなる味センサを備えた味検査装置で測定した場合の味覚(苦味)の値と、超純水について同一装置により測定した場合の味覚(苦味)の値との差が2.0以下であることを特徴とするポリエステル組成物および該ポリエステル組成物を溶融成形した成形体である。
(もっと読む)
結晶度勾配を示すポリマー製容器
【課題】本発明は、対向する内側壁(42)と外側壁(43)を備え、その結晶化率が内側壁(42)の側の方へ負の勾配を示すポリマー製容器(2)に関するものである。 (もっと読む)
化粧品用容器の製造方法及び化粧品用容器
【課題】パール顔料を用いることも、多層構造にすることも、プリフォームを形成することもなく、良好な真珠光沢を有する小型ボトルを、安価に提供する。
【解決手段】スチレンブタジエンコポリマーのペレット(A)と、乳白色オレフィン系合成樹脂(ポリプロピレン,低密度ポリエチレンなど)のペレット(B)を、重量比において、ペレット(A):ペレット(B)=55:45〜90:10の範囲内でよく混合した混合ペレットを、ダイレクトブロー成形用のスクリュー式押出成形機に投入して加熱・溶融・混練し、一層構造のチューブ状パリソンを吐出し、このパリソンの下端をピンチオフする様にブロー成形用金型を閉型し、ブロー比2〜3倍のダイレクトブローを実行する。
(もっと読む)
機械的強度を改良することを可能にする容器の製造方法
本発明は、前もって加熱されたポリマー製の素地(3)から容器(2)の最終的な形状を決定する空洞部(8)を備える金型(5)内での容器(2)の製造方法であり、この方法は、下記の操作;
―所定の温度に加熱された金型(5)への素地(3)の導入、
―素地(3)内に加圧された爆発性ガス状混合物を導入、
―ガス状混合物の引火、
を含む方法に関するものである。
(もっと読む)
射出ブロー成形のための改良ホットランナシステム
容器を作るための射出ブロー成形方法であって、ホットランナシステムを介してプリフォーム金型内に溶融した結晶性ポリマーを射出するステップと、ブローイングによりプリフォームを二軸延伸して容器を形成するステップとを備えるとともに、ホットランナシステム内で溶融結晶性ポリマーの流路を選択的に変更するための手段を備える。 (もっと読む)
二重構成要素容器および作製プロセス
二重構成要素容器(16)は、液体のための区画(40)と、容器外部に開口し区画から隔てられた細長い内向きに向けられた凹部(36)とを含む。容器は、型空洞の中へ長手方向に突き出された形状作製機構を一体化する型を用いて、ブロー成形によって形成される。形状作製機構は、熱可塑性プリフォームが膨張されて型空洞壁および形状作製機構に接触するとき、膨張されたプリフォームの一部分が経路にわたり経路と一緒になって、加圧空気を受け入れて形状作製機構からの膨張されたプリフォームの分離を容易にする通路を提供するような経路幅を有する、長手方向の経路の配列を一体化する。膨張されたプリフォームの同じ一部分が、経路の中に突起し、摩擦で二次的構成要素を保持する際に補助する凹部に沿って長手方向のリブ(44)を形成する。  (もっと読む)
(もっと読む)
101 - 110 / 183
[ Back to top ]