
国際特許分類[B29C49/08]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | ブロー成形中における二軸延伸 (269)
国際特許分類[B29C49/08]の下位に属する分類
機械的手段を用いるもの (76)
圧力差を用いるもの,例えばプリブローイング (10)
国際特許分類[B29C49/08]に分類される特許
81 - 90 / 183
ホット充填用ボトルの製造方法、ボトル製品の製造方法、およびホット充填用ボトル

【課題】85℃乃至90℃のホット充填(高温充填)に耐えうる耐熱性を有するホット充填用ボトルの製造方法、ボトル製品の製造方法、およびホット充填用ボトルを提供する。
【解決手段】まずポリエチレンテレフタレート層12aを含むプリフォーム10を準備する。次にこのプリフォーム10を加熱し、次いで加熱されたプリフォーム10をブロー成形金型54aを用いてブロー成形する。この場合、プリフォーム10の加熱温度を115℃乃至140℃とし、ブロー成形金型54aの温度をポリエチレンテレフタレートのガラス転移温度より10℃以上低くする。これにより85℃乃至90℃のホット充填(高温充填)に耐えうるホット充填用ボトル20を得ることができる。
(もっと読む)
ブロー成形容器およびブロー成形容器の製造方法

【課題】白化、加熱しわ等の不具合がなく、品質が良好なブロー成形容器を製造することが可能なブロー成形容器の製造方法およびこのような方法により製造されたブロー成形容器を提供する。
【解決手段】射出成形機33を用いてPLA製のプリフォーム10を作製し、このPLA製のプリフォーム10を加熱装置34で加熱する。次に加熱されたPLA製のプリフォーム10をブロー成形機36によってブロー成形し、ブロー成形容器20を作製する。ブロー成形時のプリフォーム10の加熱温度を79℃乃至84℃の範囲とし、ブロー成形されるプリフォーム10の高さh1と、ブロー成形により作製されるブロー成形容器20の高さh2との関係を、h2<3×h1とした。
(もっと読む)
ポリプロピレン容器およびその作成方法
【課題】少なくとも1層のポリプロピレン層とバリヤー層とを有する配向多層容器の成形に関して、高速熱対流が可能になるように設計されたブロー成形用延伸ロッドを提供する。
【解決手段】細長いロッドと、細長いロッドの末端に固定された先端とを含む延伸ブロー成形用延伸ロッド550であって、該先端が、背面、およびプレフォーム536とかみ合わせるための弓状の延伸表面を定義し、該背面が、先端背面の表面積を増大させるための表面変形を含む、前記延伸ブロー成形用延伸ロッド550。
(もっと読む)
生分解性成形体及びその成形体を用いた容器
【課題】耐熱性の改善された生分解性成形体及びその成形体を用いた容器を提案する。
【解決手段】ポリ乳酸樹脂を射出成形することによって得られた成形体において、該成形体を、4モル%未満のD-乳酸を含むポリ-L-乳酸からなるもので構成する。そして、成形体の少なくとも一部分に、示差走査熱量計(DSC)による昇温チャートにおいて、結晶化熱量/融解熱量(│ΔHc│/ΔHm)が0.7以下となる結晶化領域を設ける。
(もっと読む)
積層紙コップの製造方法
【課題】紙製の外側コップの内側に延伸ブロー成形品である樹脂製の内側コップが一体化された構造の積層紙コップを、外側および内側のコップの密着強度を高めた状態で効率良く製造できるようにすること。
【解決手段】樹脂製のプリフォーム40を延伸ブロー成形に適した温度に加熱した後に、紙製の外側コップ20Aを重ねた状態で、延伸ブロー成形型アセンブリ52にセットして、延伸ブロー成形を行う。延伸ブロー成形時に、延伸ブローされるプリフォーム40が外側コップ20Aを介して延伸ブロー成形型53、54の成形面53a、54aに押し付けられ、双方が密着した状態で、成形面によって所定の形状に成形される。紙製の外側コップ20の内周面に樹脂製の内側コップ30が密着した状態で附形されるので、強固に一体化された座屈強度、剛性の高い積層紙コップ1を効率良く製造できる。
(もっと読む)
延伸ブロー成形容器
【課題】透明性等の外観特性に優れていると共に、延伸成形性に優れ、肉厚や形状の均一性等の延伸バランスに優れた延伸成形容器を提供することである。
【解決手段】エチレンテレフタレート系ポリエステル樹脂、及び疎水性有機官能基で表面が覆われている乾式疎水性シリカ粒子を含有して成る樹脂組成物から形成された延伸ブロー成形容器であって、下記式
δT(℃)=TC1(2nd)−TC1(1st)
式中、TC1(1st)は、容器の未延伸部分の示差走査熱量計(DSC)による結晶化発熱ピーク温度、TC1(2nd)は容器の未延伸部分を溶融急冷した後の示差走査熱量計(DSC)による結晶化発熱ピーク温度をそれぞれ表わす、で表わすδT(℃)の値が0より大きく且つ14以下であることを特徴とする。
(もっと読む)
彫刻模様付きの合成樹脂製ブロー容器
【課題】胴体表面に視認性の高い彫刻模様を有する合成樹脂製ブロー容器を提案する。
【解決手段】彫刻模様を、ブロー成形に用いるプリフォームの射出成形時に形成される凸部1と、該プリフォームを用いたブロー成形に際して該凸部1の周りに形成される溝部2にて構成する。
(もっと読む)
熱可塑性容器を製造するための型の底部及び得られる容器
本発明は、熱可塑性容器を製造する型の底部と、このように製造された容器とに関する。製造された容器(1)は、軸X−X’とほぼ同軸に延在する凹状周壁部(6)を有する基部(4)であって、この凹面が壁部(6)すべてに沿って0でない曲率を画定する、基部と、軸X−X’とほぼ同軸に延在する管状周壁部(8)を形成する環状領域(7)であって、軸X−X’と上記壁部(8)との間の横断する径方向距離が、軸X−X’と上記基部(4)の凹状周壁部(6)に沿う任意の点との間における横断する径方向距離よりも長い、環状領域と、基部(4)と環状領域(7)との間における接続領域を形成する肩部(9)と、を備える。上記環状領域の深さは、環状領域(7)の直径の0.5%から2%の間、好ましくは1%から1.5%の間の範囲、特に1.2%であり、基部(4)の高さは、5mmから15mmの間にある。 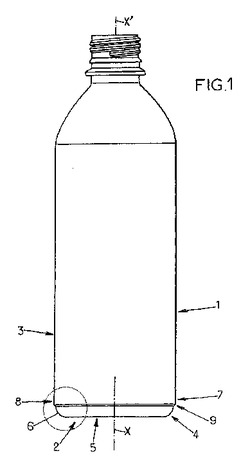 (もっと読む)
(もっと読む)
熱可塑性容器を製造する型についての型の底部、及びこのような底部が設けられた少なくとも1つの型を備える成形装置
本発明は、ブロー成形または延伸ブロー成形によって容器、特にボトルを製造する型についての型底部(13)に関し、上記容器は、本体部と、王冠形状をなす周辺基部(15)を備える容器底部(14)と、を有し、周辺基部は、内側から中央領域(16)に接続され、中央領域は、容器底部(14)の中心軸(Y)回りで等距離に周方向で配置された複数の径方向突出部と交互に配置された複数の径方向押印部(17)からなる。容器底部(14)の中央領域(16)を成形するため、型底部(13)は、型底部の軸(X)について周方向に等距離で配置されかつ軸(X)についてほぼ径方向で延在する複数の径方向突出枝部(19)と、枝部(19)が接続される側方壁部(21)を備える中央幹部(20)と、前記枝部を互いに周方向で分離する角張った部分を形成する中間部(22)と、を備える。型底部(13)は、径方向突出枝部(19)それぞれが傾斜面の形態をなす上側部分(23)であって湾曲部の少なくとも2つの曲点(24、25)を有して中央から周辺に向けて降下する上側部分(23)を有することを特徴とする。  (もっと読む)
(もっと読む)
カップ状容器
【課題】 カップ状容器をスタックした際における、上位の容器と下位の容器との、径方向からのぶつかりを無くすことにより、スタック部による適正なスタック動作を得て、多数の容器のコンパクト収納効率を低下させることなく、良好な分離可能状態を維持することを目的とする。
【解決手段】 2軸延伸ブロー成形されたカップ状容器であって、下端部にスタック部7を形成した胴筒部6と口筒部2との間に、テーパ角が大きい首筒部5を設け、首筒部5のテーパ角を、容器1をスタックした際に、下位の容器1と上位の容器1との間に、径方向に隙間bを形成する値に設定することにより、適正なスタック状態と、各容器1のスタック状態からの円滑な分離を可能とする。
(もっと読む)
81 - 90 / 183
[ Back to top ]