
国際特許分類[B29C49/08]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | ブロー成形中における二軸延伸 (269)
国際特許分類[B29C49/08]の下位に属する分類
機械的手段を用いるもの (76)
圧力差を用いるもの,例えばプリブローイング (10)
国際特許分類[B29C49/08]に分類される特許
51 - 60 / 183
ポリエステル樹脂組成物及びその製造方法
【課題】色調や熱安定性に優れ、成形品の透明性に優れ、異物が少なく熱酸化安定性に優れ、重合時の発泡が少なく、Ge触媒を使用した時と同等のTccを有し、固相重合活性に優れるポリエステル樹脂組成物並びにポリエステル樹脂組成物の製造方法を提供すること。
【解決手段】アルミニウム化合物およびリン化合物を含むポリエステル樹脂組成物であって、該ポリエステル樹脂組成物のP−NMRにおけるケミカルシフトが特定の条件を満足することを特徴とするポリエステル樹脂組成物。
(もっと読む)
大型リターナブル容器、その成形方法及び成形装置並びに加熱ゾーン分割されたブロー型
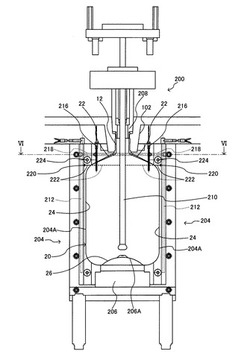
【課題】厚肉となる部分の欠点を解消して、耐熱性と透明性とのバランスが取れた大型リターナブル容器、その成形方法及び成形装置並びに加熱ゾーンが分割されたブロー型を提供する。
【解決手段】大型リターナブル容器の成形方法は、厚肉のポリエステル樹脂製プリフォーム、またはプリフォームからブロー成形された一次ブロー成形品を、加熱下でブロー成形して、ブロー成形時の歪を除去した中間成形品を得る熱処理工程と、収縮された中間成形品を加熱下でブロー成形して、大型リターナブル容器を得る最終ブロー成形工程と、を有する。熱処理工程は、プリフォームまたは一次ブロー成形品を熱処理型204内に配置し、プリフォームまたは一次ブロー成形品内に高圧エアーを導入して加圧して、ブロー成形された肩部22及び胴部24を熱処理型のキャビティ面204Aに密着させて熱処理し、かつ、ブロー成形された肩部22を胴部24よりも低い温度で加熱する。
(もっと読む)
プラスチックボトルの製造方法、ボトル製品の製造方法、およびプラスチックボトルの製造装置

【課題】プリフォームの温度を部分的に低下させることにより、プラスチックボトルの肉厚をコントロールすることが可能なプラスチックボトルの製造方法、ボトル製品の製造方法、およびプラスチックボトルの製造装置を提供する。
【解決手段】まずプリフォーム10を準備し、このプリフォーム10を加熱する。次に加熱されたプリフォーム10をブロー成形金型76aを用いてブロー成形し、プラスチックボトル20を作製する。加熱工程の間または加熱工程の後であって、ブロー成形工程の前に、プリフォーム10の所望部分に円周方向に沿って冷却用流体Cを吹き付け、プリフォーム10の前記所望部分の温度を低下させるので、プラスチックボトル20の肉厚を部分的に厚くすることができる。
(もっと読む)
オーバーストロークベースのための型支持部
いわゆる「箱状頂部」処理によって熱可塑性ボトルの底部を形作るための型頂部支持部(3)は、上記型頂部(3)との間に介在するベース(10)と、型担持ユニットのフレーム(6)上に案内されるスライドボルスタ(11)と、を備え、このベース(10)は、二重動作シリンダアクチュエータの形態で形成され、そのロッド(14)は、上記型頂部(3)を支持する。アクチュエータのシリンダを閉じるベースプレート(17)には、ボルスタ(11)に迅速に組み立てる指部(18)が設けられている。このベースプレート(17)は、指部(18)の周囲で、一方では熱移送流体及び離型空気を型頂部(3)内に送達するノズルの気密な通過を可能とするように構成された穴部と、他方ではシリンダアクチュエータのチャンバ(21及び22)の供給ノズルを取り付けるための領域と、を有し、このノズルは、全て上記型頂部(3)の変位軸x−x’と平行に配置されている。  (もっと読む)
(もっと読む)
プラスチック多層構造体
【課題】接着剤層を配置しなくても、ポリグリコール酸層と他の熱可塑性樹脂層との間の層間密着性に優れたプラスチック多層構造体を提供すること。
【解決手段】少なくとも1層のポリグリコール酸層と少なくとも1層の他の熱可塑性樹脂層とを有し、該ポリグリコール酸層の少なくとも1層が、ポリグリコール酸と酸素吸収剤とを含有するポリグリコール酸樹脂組成物から形成された酸素吸収性ポリグリコール酸層であり、該他の熱可塑性樹脂層の少なくとも1層が、他の熱可塑性樹脂と酸素吸収剤とを含有する熱可塑性樹脂組成物から形成された酸素吸収性熱可塑性樹脂層であり、かつ、該酸素吸収性ポリグリコール酸層と該酸素吸収性熱可塑性樹脂層とが接着剤層を介することなく直接隣接した層構成を少なくとも1つ備えているプラスチック多層構造体。
(もっと読む)
ブロー成形機
【課題】故障等によって機械を緊急停止させる場合に金型やブローノズルを破損させることなく機械を停止させることが可能なブロー成形機を提供する。
【解決手段】金型12と、金型12の上方に上下動自在に設けられたブローノズル14とを備え、ホイール11を回転させて金型12及びブローノズル14を移動させつつ下降区間S1ではブローノズル14を金型12と接触させて金型12内のプリフォームP内にブローノズル14からガスを吹き込んでボトルBをブロー成形し、上昇区間S2ではブローノズル14を離間位置まで上昇させるブロー成形機において、上昇区間S2の始点P2に設けられ、ブローノズル14を接触位置から接触位置と離間位置との間の所定の退避位置に上昇させる斜面21aを有するセーフティカム21と、上昇区間S2に設けられてブローノズル14を退避位置に保持するセーフティレール22とを備えている。
(もっと読む)
底付き筒状容器の製造方法
【課題】延伸ブロー成形により製造されるカップ状容器の薄肉、軽量化を実現すること。
【解決手段】延伸ブロー成形によりカップ状容器1を製造するために用いる熱可塑性樹脂からなる板状プリフォーム10は、板状体部分12と、この外周縁部分に形成したフランジ13とを備えている。板状体部分12は延伸ブローされてカップ状容器1の容器本体部2になる延伸部分であり、フランジ13は延伸ブローされることなく、そのままカップ状容器1の容器口部3になる非延伸部分である。板状体部分12の表面12aは平坦面であり、その裏面12bは中央が最大肉厚となる凸状の曲面によって規定されている。板状プリフォーム10は立体的な形状ではないので、肉厚を薄くしても加熱時に延伸ブロー成形に支障を来すような変形が発生しない。よって、板状プリフォーム10を薄肉化して軽量なカップ状容器1が得られる。
(もっと読む)
プリフォーム用吸着ヘッド、並びにこれを用いたプリフォーム搬送装置及びプリフォーム検査装置
【課題】比較的簡単な構成で従来よりもプリフォームの保持及びその保持の解除に要する時間を短縮できるプリフォーム用吸着ヘッドを提供する。
【解決手段】吸着ヘッド20の第1収容室26a内にピストン部22を上下動自在に嵌め合わせるとともにプリフォーム100内に挿入する突出部23を連結し、これらピストン部22及び突出部23をコイルばね24で上方に押し付ける。ピストン部22の下方には、第1減圧室36が上方には第1減圧室36より断面積が小さい第2減圧室37が設けられるとともに、これら減圧室36、37が吸着ヘッド20の軸線CL上に配置された共通の吸引路44に接続されている。吸引路44を介して吸引口20cから空気が吸引されると第1減圧室36と第2減圧室37との断面積差に応じて生じた駆動力によりコイルばね24に抗してピストン部22及び突出部23が下降し、下面21aから突出部23のコーン部23cが突出する。
(もっと読む)
容器成形用エチレンテレフタレート系ポリエステル樹脂及びその製造方法
【課題】MHET及びBHET等のモノマーが低減され、容器成形の際に生じる上述した問題を生じることがないポリエステル樹脂及びこのポリエステル樹脂から成るプリフォームを提供することである。
【解決手段】固有粘度が0.65乃至0.85dL/gの範囲にあると共に、モノヒドロキシエチルテレフタレートとビスヒドロキシエチルテレフタレートとの合計含有量が0.005重量%未満であり、且つ融解熱が50J/g以下、融点終了温度が270℃以下、結晶化度が0.48未満であることを特徴とする。
(もっと読む)
深い差込み基部を有するプラスチック容器
再加熱延伸ブローモールディング工程を用いて、PET等の材料から形成されたタイプのプラスチック容器は、主本外部と、基礎部分とを含み、基礎部分は直立リングの上方の比較的に高く狭い輪郭により特徴付けられ、内部に画成された深い差込み溝を有する。深い差込み溝は、直立リングに隣接した直立内部側壁部分により一部が画成され、約0.35インチよりも大きい高さを有する。直立内部側壁部分は、基礎の外部側壁の実質的に直線的な部分に実質的に平行な、実質的に直線的な部分を有する。 (もっと読む)
51 - 60 / 183
[ Back to top ]