
国際特許分類[B29C49/58]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | 構成部品;細部または付属装置;補助操作 (1,015) | ブロー手段 (47)
国際特許分類[B29C49/58]の下位に属する分類
ブローニードル (23)
国際特許分類[B29C49/58]に分類される特許
1 - 10 / 24
コールドパリソン方式による軟質樹脂用ブロー成形方法
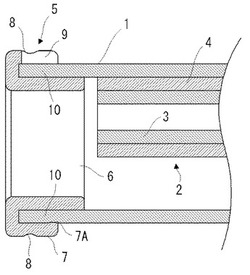
【課題】 軟質樹脂中空成形体を精度良く簡単にブロー成形することができるコールドパリソン方式による軟質樹脂用ブロー成形方法を提供する。
【解決手段】 軟質樹脂からなるパリソンを、加熱槽内でブロー成形可能な温度に再加熱して軟化させた状態とし、その両端部にプラグを装着したうえでブロー成形型の内部に挿入して型締めを行った後、プラグを介してパリソンの内部に圧力空気を送り込むことで、軟質樹脂からなるパリソンを所定形状の中空成形体に成形する方法であり、パリソン1を再加熱して軟化させた状態とする際、パリソン1の内部には、少なくとも表面部分4がフッ素樹脂からなる保持棒2を挿入するとともに、パリソン1の両端部には、ブロー成形可能な温度における耐熱性を有する硬質材料からなる治具5を取り付けておき、パリソン1を再加熱して軟化させた状態とした後は、パリソン1の両端部に治具5を取り付けたままの状態でプラグを装着する。
(もっと読む)
ブロー成形方法

【課題】2つのブローピンを確実に樹脂内に挿入できるブロー成形方法の提供。
【解決手段】第1のブローピン14aを、樹脂Pの金型12によって挟持される部位から樹脂P内に挿入する。そのため、金型12で樹脂Pが逃げることを抑制しつつ、第1のブローピン14aを樹脂P内に挿入することができる。また、第1のブローピン14aから樹脂P内にエアを吹き込んで樹脂Pを膨らませた後、第1のブローピン14aから樹脂P内にエアを吹き込みつつ、第2のブローピン15aを、第1のブローピン14aとは異なる部位から樹脂P内に挿入する。そのため、第1のブローピン14aから吹き込まれるエアにより樹脂Pの内圧を高めた状態で、第2のブローピン15aを樹脂P内に挿入することができる。そのため、第2のブローピン15aも確実に樹脂P内に挿入できる。よって、2つのブローピン14a,15aを確実に樹脂P内に挿入できる。
(もっと読む)
中空容器のブロー成形方法およびブロー成形装置
【課題】 金型内にラベルを装着して(インモールドラベル)貼り付ける場合にも効率的に冷却でき、成形サイクルの短縮化を図ることができる中空容器のブロー成形方法およびブロー成形装置を提供する。
【解決手段】ブロー成形品内に挿入した状態で胴部4のラベル貼付部に向けて吹出し孔として第2の吹出し孔71を形成したり、吹込みノズル47のノズル部2近傍の外側面に循環口52を形成することをそれぞれ組み合わせで一層効率的にラベル貼付部分やノズル部を冷却し、成形サイクルの短縮化を図ることができるようにする。
(もっと読む)
ロッド状部材の保持機構
【課題】ロッド状部材の交換作業が容易となるように、ロッド状部材を着脱可能に保持することができるロッド状部材の保持機構を提供する。
【解決手段】ロッド状部材10に取り付けられる保持ブロック11に係止突部12を形成し、この係止突部12が係止される係止段部242と、係止突部12が挿通可能な切り欠き部243とが周縁に沿って隣接して形成された挿通孔241を天面に穿設したハウジング部24、及びベース部21に凹陥状に設けられた収容部22に前記係止段部側へ付勢された状態で収容され、ハウジング部24内に挿通された係止突部12に対して押圧可能に当接する当接部材23とを有する保持部本体20を備える。
(もっと読む)
二重筒
【課題】流入口の形状、外部中空成形体と内部筒とのスペース及び流量を確保しつつ、狭い場所に設置することが可能な二重筒を提供する。
【解決手段】断面形状が扁平形状である中空成形体と、中空成形体の内部に設けられる内部筒と、を有する二重筒であって、内部筒は、中空形成体の開口部から中空形成体の外部に突出した外部筒部と、開口部から中空形成体の内部に突出した内部筒部と、を有し、外部筒部の断面形状と内部筒部の断面形状が異なり、内部筒部の断面形状は、中空成形体と同様に扁平であり、内部筒部の内側の面積は、外部筒部の内側の面積以上の大きさである。
(もっと読む)
ブロー成形パリソンによるプラスチック容器の製造装置およびブローノズルの着脱方法
【課題】 プラスチック容器の成形装置、およびそのブローノズルの着脱方法を提供する。
【解決手段】 ブロー成形パリソンによるプラスチック容器の製造装置(1)が、少なくとも一つの成形キャビティを有する金型(2)と、前記金型(2)の上に取り付けられるとともに、高圧流体源に連結された少なくとも一つの通路(4)を形成する基部(3)と、少なくとも一つの導管を形成するとともに、この導管が前記通路(4)と流体連通して高圧流体を受け入れ、この流体を前記成形キャビティへと送給するように、前記基部(3)と前記金型(2)との間に配置され、かつ前記基部(3)の底面(5)に連結されるブローノズル(7)と、前記基部(3)から前記ブローノズル(7)を着脱可能にするための締結手段と、を備える。
(もっと読む)
容器を取得するために、プラスチック素材のパリソンにブローおよび延伸処理を行う装置
【課題】容器を成形するために、プラスチック素材のパリソンにブローおよび延伸処理をする装置を提供する。
【解決手段】容器を成形するために、プラスチック素材のパリソン(3)にブローおよび延伸処理をする装置(1)であって、
パリソン(3)の挿入口(3a)に適合する第一端部(4a)を有し、前記第一端部(4a)はパリソン(3)にブロー処置がなされるコンタミネーションが制御された環境空間(5)内に配置されている、ブローノズル(4)と、
延伸ロッド(2)と、
パリソン(3)内に中および高圧のエアーを注入する手段と、
ブローノズル(4)の第二端部(4b)に固定され、延伸ロッド(2)の少なくとも一部を収容するチャンバー(8)を規定する非磁性物質からなるチューブ状のケース(7)であって、前記チャンバー(8)は汚染領域(22)から密閉されているため延伸ロッド(2)全体が汚染領域(22)と接触しない、前記チューブ状のケース(7)と、
互いに結合している第一マグネット配列(9)および第二マグネット配列(10)であって、前記第一マグネット配列(9)はチャンバー(8)外に配置され、前記第二マグネット配列(10)は延伸ロッド(2)と一体化し、チャンバー(8)内に配置されている、前記第一マグネット配列(9)および前記第二マグネット配列(10)と、
を有する装置(1)を提供する。
(もっと読む)
容器製造機用に最適化したノズル
ビレット(2)から容器をブロー成形する機械(1)の加圧ガス注入装置(14)であって、ビレット(2)を受容するように設計されている金型(9)からノズルが離れている高位置と、ノズルがビレット(2)の首部(3)を覆って金型(9)を押圧する低位置との間を移動する可動式ノズル(15)と、ノズル(15)に対して並進運動するように可動式に取り付けられたインサート(36)であって、ビレット(2)のリム(4)を押圧することができる下方端部の面(45)を有するインサート(36)と、インサート(36)がノズル(15)に対する運動行程の最終地点で停止状態となり、インサート(36)の下方端部の面(45)がノズル(15)から出る低位置にインサートを引き戻す部材(44)とを有する装置。 (もっと読む)
ブロー成形機
【課題】故障等によって機械を緊急停止させる場合に金型やブローノズルを破損させることなく機械を停止させることが可能なブロー成形機を提供する。
【解決手段】金型12と、金型12の上方に上下動自在に設けられたブローノズル14とを備え、ホイール11を回転させて金型12及びブローノズル14を移動させつつ下降区間S1ではブローノズル14を金型12と接触させて金型12内のプリフォームP内にブローノズル14からガスを吹き込んでボトルBをブロー成形し、上昇区間S2ではブローノズル14を離間位置まで上昇させるブロー成形機において、上昇区間S2の始点P2に設けられ、ブローノズル14を接触位置から接触位置と離間位置との間の所定の退避位置に上昇させる斜面21aを有するセーフティカム21と、上昇区間S2に設けられてブローノズル14を退避位置に保持するセーフティレール22とを備えている。
(もっと読む)
ポリプロピレン容器およびその作成方法
【課題】少なくとも1層のポリプロピレン層とバリヤー層とを有する配向多層容器の成形に関して、高速熱対流が可能になるように設計されたブロー成形用延伸ロッドを提供する。
【解決手段】細長いロッドと、細長いロッドの末端に固定された先端とを含む延伸ブロー成形用延伸ロッド550であって、該先端が、背面、およびプレフォーム536とかみ合わせるための弓状の延伸表面を定義し、該背面が、先端背面の表面積を増大させるための表面変形を含む、前記延伸ブロー成形用延伸ロッド550。
(もっと読む)
1 - 10 / 24
[ Back to top ]