
国際特許分類[B29C51/12]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 熱成形,例.マッチドモールド中におけるシートの成形または深絞りによる成形;そのための装置 (1,716) | 挿入物または補強材を有する物品の (94)
国際特許分類[B29C51/12]に分類される特許
41 - 50 / 94
天然素材模様転写樹脂パネル
【課題】小型軽量化および意匠性、見栄えに優れ、天然素材模様を美しく再現した、付加価値と商品価値の高い天然素材模様転写樹脂パネルを提供する。
【解決手段】真空成形金型によって成形、小型化され、2次加工不要の天然素材模様及び創作デザインを転写した、美しい天然素材模様転写樹脂パネル。
(もっと読む)
車両座席背もたれ構造
本発明は、車両座席用の背もたれ構造(3)、及び車両座席用の背もたれ構造(3)を製造する方法に関する。背もたれ構造(3)は、背後パネル要素(2)及び背もたれフレーム要素(1)を有する。背後パネル要素(2)及び背もたれフレーム要素(1)は互いに固定される。背後パネル要素(2)又は背もたれフレーム要素(1)の少なくとも1つは熱可塑性の複合材料で設けられる。熱可塑性の複合材料は熱可塑性の合成材料及び補強材料を含む。熱可塑性の複合材料に対して、補強材料は50wt−%以上を占める。 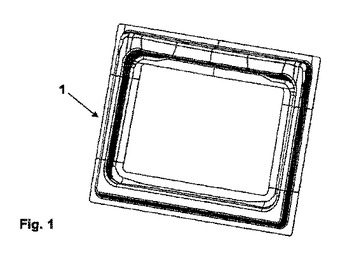 (もっと読む)
(もっと読む)
金型を使う成形品の製造方法および金型装置
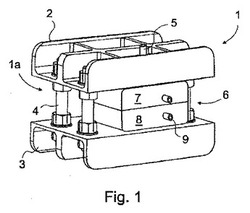
本発明は、金型を使用して成形品を製造する方法および金型装置を対象とする。本発明に係る方式は、耐圧性の高いフレーム(1)、およびフレーム内に配置される加圧筐体(6)を含み、加圧筐体において金型が高い圧力および温度に囲繞される。高温を利用することで、オートクレーブを使った後処理を行わなくてすむ。本製造技術に適した複数の下部分を加圧筐体(6)の下部分として配設可能であり、この場合、本発明に係る方式を用いて、プラスチック成形技術として知られ真空成形金型や射出成形金型などに用いられる技術を、圧縮成形技術によって製造される成形品および金型に適用する。 (もっと読む)
オーナメント付熱可塑性樹脂シートの成形方法及び成形用型

【課題】オーナメントの表面が熱可塑性樹脂シートの表面より凹むように、オーナメントが付着した熱可塑性樹脂シートをシボ付け真空成形等することができるようにすることを目的とする。
【解決手段】高さ調整兼保護材38が表面15側に一時的に付着したオーナメント12を通気性成形型の一部25の型表面に配置させる工程と、通気性成形型の型表面に密着するように熱可塑性シート18をシボ付け真空成形する成形工程と、成形工程後にオーナメント12から高さ調整兼保護材38を取り外す工程とを含み、もって成形後にオーナメント12の表面15が熱可塑性樹脂シートの表面よりも凹んだところに位置するようにすることを特徴とするオーナメント付熱可塑性樹脂シートの成形方法。
(もっと読む)
車両用内装部品の製造方法および装置
【課題】 本発明は、シボ模様など均一で美麗な装飾模様を保持した状態で表皮を貼着することが可能な車両用内装部品の製造方法および装置を実現することを課題とする。
【解決手段】 凸面を有する形状に成形された樹脂芯材に表皮を貼着する車両用内装部品の製造方法であって、樹脂芯材を真空成形型に装着する芯材装着工程と、真空成形型に装着された樹脂芯材を表皮に当接させる芯材当接工程と、真空成形型の内部を減圧することにより、表皮を樹脂芯材に貼着する表皮貼着工程と、を有し、芯材当接工程は、真空成形型を傾斜させて樹脂芯材の凸面の肩部を表皮に先当たりさせることと、さらに、表皮貼着工程は、真空成形型の傾斜角を減少させながら表皮の貼着面を広げることを特徴とする。
(もっと読む)
断熱材を有する熱成形金型および関連方法
【課題】装飾が重なり合う領域では、装飾の厚さが2倍になり、装飾および/または食品用鉢上の装飾の2つの厚さの間に不完全な結合が通常観察される。これを解決する為の金型と方法を提供する。
【解決手段】装飾を有する食品用鉢を熱成形するための金型および関連方法に関し、前記金型(1)はプレートの形をしていて、その厚さ内に鉢を熱成形するための少なくとも1つのセル(2)が形成され、前記金型は、前記金型の熱浸透率より小さい熱浸透率を有するエレメント(3)を備え、前記エレメント(3)は前記セルの周壁(21)の少なくとも一部の上に配置され、前記一部は前記装飾の重なり合う領域に接触していることが意図される点を特徴とする。
(もっと読む)
物品の外傷防止用保護カバーの製造方法
【課題】廉価かつ簡便に製造することができる物品の外傷防止用保護カバーの製造方法を提供する。
【解決手段】0.1MPaにおける沸点がシートを構成する熱可塑性樹脂のビカット軟化点より高く物品の耐熱温度より低い液状物を沸騰させ、前記液状物で前記シートを加熱し、軟化した該シートを前記物品に圧接し、さらに前記液状物で前記シートを加熱しながら前記物品と接する反対面から前記シートを押圧する0.1MPaにおける沸点が熱可塑性樹脂のビカット軟化点より高く物品の耐熱温度より低い液状物を加熱し、該液状物から熱可塑性樹脂からなるシートに伝熱により加熱し、軟化したシートを物品に圧接し、液状物でシートを加熱しながら物品と接する反対面からシートを押圧する。液状物としては、水又は熱媒体油が好適である。
(もっと読む)
積層成形品の製造方法並びにその方法に使用する成形金型
【課題】ホットメルトを表皮側に設定して、芯材表面に加熱軟化処理した表皮を真空貼着して製作する積層成形品の製造方法並びにその方法に使用する成形金型において、ホットメルトが真空成形金型に付着することを確実に防止して生産性を高める。
【解決手段】表皮22の裏面にホットメルト22cをプレコート処理した状態で表皮22を加熱軟化処理した後、真空成形金型40により表皮22を芯材21の表面に真空貼着する際、真空成形金型40における型面外周部40aには、離型剤をコーティング処理した離型処理層46が設けられているため、表皮22の巻込みシロ23に相当する部位のホットメルト22cがこの離型処理層46に当接することで、芯材21に表皮22を真空貼着した半製品Pを真空成形金型40から脱型する際、ホットメルト22cが真空成形金型40に付着することがなく、円滑な脱型操作が期待できる。
(もっと読む)
樹脂製パネルおよびその製造方法
【課題】 予め成形した発泡体からなる芯材に補強材を嵌合して一体化した内装材を用いることにより、ガタツキ防止や成形収縮による変形を起こすことがない樹脂製パネルを得られるようにする。
【解決手段】 樹脂製パネル1は、表壁2と裏壁3および表壁2と裏壁3を繋ぐ周囲壁4からなる中空二重壁構造である。中空部5内には、中空部5内の空間と略同一形状に予め成形された熱可塑性樹脂の発泡体からなる芯材6に補強材7を嵌合して芯材6と補強材7が一体となった内装材8を内装してある。補強材7はH型押出リンフォースで金属製である。
(もっと読む)
織物加飾樹脂製品の製造方法及び同方法により製造した織物加飾樹脂製品
【課題】自動車や自動二輪車等の車体構成部品として好適な織物加飾樹脂製品の製造方法及び同方法により製造した織物加飾樹脂製品を提供する。
【解決手段】 透過シートを少なくとも2枚用意し、同各透過シートを予熱し金型内で加圧して予備成形し、炭素繊維及び/又は合成繊維の繊維束内に前記透明又は半透明の熱可塑性樹脂フィラメントを織り込んで成る織物シートを予熱し金型内で加圧して予備成形し、予備成形された2枚の透過シートと織物シートは、該2枚の透過シートをそれぞれ織物シートの表面側と裏面側を挟む配置に重ね合わせ、同重ね合わせ状態で熱加圧成形により両者を互いに融合して織物加飾樹脂製品を完成する。
(もっと読む)
41 - 50 / 94
[ Back to top ]