
国際特許分類[B29C51/12]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 熱成形,例.マッチドモールド中におけるシートの成形または深絞りによる成形;そのための装置 (1,716) | 挿入物または補強材を有する物品の (94)
国際特許分類[B29C51/12]に分類される特許
61 - 70 / 94
内装品の真空成形機

【課題】表皮材の熱溶融性接着剤が塗布された発泡層を基材に接着させる際に、接着させたくない基材領域或は発泡層が直接セットされる型面領域に対する非着用の前処理を不要にし得る内装品の真空成形機を提供する。
【解決手段】吸気路付きの基材がセットされる基材用凸状真空吸引型18と、表皮全域の表面形状に対応する型面7bを有する表皮材用凹状真空吸引型7とを備え、表皮11が接合され、熱溶融性の接着剤13が塗布された熱可塑性の発泡層12付きの扁平状表皮材10が、基材に加温処理されてセットされた状態で型締めして双方の金型から真空吸引して、発泡層12を基材に接着して表皮材10を賦形するようになった内装品の真空成形機において、発泡層12を接着させたくない非着基材・型面領域を占める基材用凸状真空吸引型18の部分に、発泡層12を接着させない程度に非着基材・型面領域を冷却する冷却機構20が組込まれる。
(もっと読む)
真空成形型及びそれを使用した真空成形方法

【課題】簡単な構成で深絞り部における表皮材の擦れや破れが抑制されるようにした真空成形型を提供する。
【解決手段】型面に突出部11aが形成された第一の型11と、型閉めの際に突出部11aが挿入される窪み部12aが形成された第二の型12と、を備えて、成形素材14を第一の型11と第二の型12の間に挟み込んで真空成形を行なう真空成形型10であって、第一の型11或いは第二の型12に設けた伸長部材11bが型閉め前に互いに離れている第一の型11と第二の型12の間に配置した成形素材14を伸ばして窪み部12a内面に当接させる。
(もっと読む)
複合成形体の製造方法
【課題】上部に口部を有する成形体本体の内面に樹脂層が積層されてなる複合成形体の製造方法において、樹脂層の底部の周縁部近傍における肉厚が薄くなることを防止できる複合成形体の製造方法を提供すること。
【解決手段】上部に口部112を有する成形体本体11の内面111に樹脂層12が積層されてなる複合成形体10の製造方法であって、成形体本体11を成形型2のキャビティ21に収容し、軟化させた樹脂シート120を、樹脂シート120の温度よりも低い所定温度に制御されたプラグ6で押し込んで、成形体本体11の内面111側に導入し、成形体本体10の内面111に樹脂層12を積層させる。
(もっと読む)
インモールドラベル付き容器
【課題】 容器本体の安定した内容物収納能力を維持したまま、容器に所望する剛性を付与することにより、容器の剛性を低下させることなく、一つの容器を成形するのに要する合成樹脂材料量を、大幅に低減させることを目的とする。
【解決手段】 合成樹脂シート7から熱成形された、口鍔部5付きカップ状の肉薄な容器本体1の胴部2に、剛性の大きい筒状の厚紙ラベル6を、脚部を形成する形態で、インモールド法により貼着して外装組付けし、厚紙ラベル6の剛性を容器の剛性として効果的に作用させる。
(もっと読む)
中空樹脂成形品およびその製造方法
【課題】 透過防止性のシートを確実に溶着して、透過防止性の優れた中空樹脂成形品を製造することが課題である。
【解決手段】熱可塑性合成樹脂製の中空樹脂成形品において、中空樹脂成形品1は、アッパーシェル部10とロアシェル部20とから構成される。アッパーシェル部10とロアシェル部20は、それぞれ射出成形により分割して別々に成形された内側樹脂層15、25と内側樹脂層の外面に接合された外側シート層16、26から構成され、外側シート層は、それぞれアッパーシェル部10とロアシェル部20の開口周縁部11、21の先端まで延設される。そして、アッパーシェル部とロアシェル部のそれぞれの開口周縁部が溶着されるとともに、アッパーシェル部とロアシェル部の開口周縁部の外側シート層16、26は、互いに溶着されている中空樹脂成形品とその製造方法である。
(もっと読む)
合成樹脂製気泡シートの製造方法
【課題】気泡シートの融着性を向上させることが可能な合成樹脂製気泡シートの製造方法を提供する。
【解決手段】凹部22aが形成された成形ロール22に融点以上となっている第1シート11を供給する第1シート供給工程と、成形ロール22の外周面上で第1シート11に突起部11aを形成する突起部形成工程と、第1シート11における突起部11aの開口側の面に、融点以上に加熱された第2シート12を供給する第2シート供給工程と、第2シート12に対し、第1シート11に押しつける方向に所定期間だけ外力を作用させて第2シート12と第1シート11を接合する接合工程と、接合工程における所定期間が終了する前に、第1シート11および第2シート12を融点以下に冷却する冷却工程とを設ける。
(もっと読む)
導電性樹脂成形体及びその製造方法
【課題】導電層を構成する極細導電繊維の脱落がなく、長期に亘って製造当初の導電性を維持できる導電性樹脂成形体と、その製造方法を提供する。
【解決手段】樹脂基体1の表面に極細導電繊維2aからなる導電層2が形成された導電性樹脂成形体Tであって、極細導電繊維2aが樹脂基体1の表面に埋入、固定されている構成とする。その製造方法は極細導電繊維を分散させた塗液を剥離フィルムに塗布、乾燥して形成した転写フィルムを射出成形金型又はプレス成形金型に配置し、樹脂基体の成形と同時に導電層を転写して極細導電繊維を埋設、固定する。
(もっと読む)
表皮の貼着方法並びに貼着装置
【課題】湾曲面を有する成形基材の表面に表皮を真空成形により貼着する表皮の貼着方法並びに貼着装置であって、シワ、弛み等が生じることなく体裁良く表皮を真空貼着できる。
【解決手段】成形型20における成形基材2の先当たりポイントP近傍部分に成形基材2の一部をセットするセット用ブラケット50を配置し、このセット用ブラケット50を成形型20に対して常に上方にバネ付勢され、真空成形時には成形型20側に沈み込むように上下動可能に配置する。従って、真空成形時、成形基材2の先当たりポイントPに表皮3が当接した後、セット用ブラケット50が成形型20側に沈み込むことで、成形基材2を回動させながら貼着が行なわれるため、表皮3に適切なテンションが加わり、余りシワ等が発生することがない。
(もっと読む)
特には自動車用の、ドア張り、及び製造方法
本発明は、ドアの金属薄板とドア張りとの間の空間を外部湿式領域と内部乾式領域とに分割し、且つ分離フィルムと吸収性不織素材との合成物から構成される分離手段に関する。本発明は、分離手段を製造する方法に、及び車両ドアにも関する。 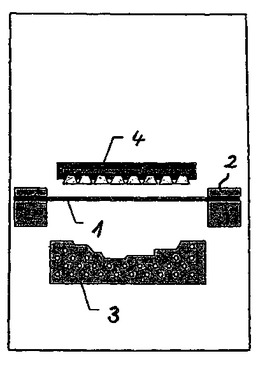 (もっと読む)
(もっと読む)
樹脂シート材
【課題】剛性が高い樹脂成形体を容易に成形できるようにした樹脂シート材を提供する。
【解決手段】樹脂シート材1は、シート材本体3と、シート材本体3の少なくとも一側面に配置されて、加圧成形の際に一側面にインサートされる繊維シート5とを備えている。縫製糸9が、シート材本体3を貫通し、シート材本体3に繊維シート5を縫い止めている。
(もっと読む)
61 - 70 / 94
[ Back to top ]