
国際特許分類[B29C53/06]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 曲げ,折たたみ,ひねり,直線化または平面化による成形;そのための装置 (287) | 曲げまたは折たたみ (152) | 板またはシートの (114) | プレスまたは溝づけによる折曲げ線の形成 (43)
国際特許分類[B29C53/06]に分類される特許
1 - 10 / 43
精密に折畳まれた高強度の耐疲労性構造部及びそのための薄板を設計及び製造する技術
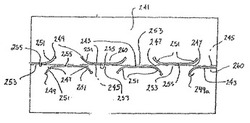
【課題】薄板材の設計及び精密折畳み、及びそれからの構造部の製造の技術を提供する。
【解決手段】精密折畳み、高強度、耐疲労性構造部及びそのための薄板を設計及び製造する方法。この技術は、曲げ線(45,245,345,445,543)に沿った薄板材(41,241,341,441,541)の精密曲げの方法を含み、スリット又は溝(43,243,343,443,542)のような曲げストラップ形成構造部で形成された薄板材を開示する。この方法は、曲げ線(45,245,345,445,543)に沿って曲げる時に薄板(41,241,341,441,541)の精密曲げを生成するために、軸線方向に間隔を置いた関係で薄板材を通って縦方向に延びるスリット又は溝(43,243,343,443,542)を設計する段階、及び、次にそれを別々に形成する段階を含む。曲げストラップは、その強度及び耐疲労性を増す構成及び配向を有する。
(もっと読む)
予備形成された真空絶縁パネルの曲げ

【課題】事前に製造された真空絶縁パネルの供給から始まるプロセスにおいて、真空絶縁パネルの形状を折り曲げる方法及び装置の提供。
【解決手段】事前に製造された真空絶縁パネル122の供給から始まるプロセスにおいて、真空絶縁パネルの形状を変更する。途切れのない密閉した気密被覆部によって囲まれた多孔質コア材を含む。気密被覆部は、密閉した気密被覆部が真空絶縁パネル内の圧力レベルを周囲の大気圧よりも低い状態にする(真空絶縁パネルによって真空を維持する)プロセスにおいて形成される。密閉した気密被覆部に穴を開けずに(および、真空絶縁パネル内の真空を遮断することなく)、真空絶縁パネルの外側および途切れのない多孔質コア材の表面に少なくとも一つの窪み126を形成する。このような窪みを形成した後、窪みに沿って真空絶縁パネルを折り曲げる。
(もっと読む)
樹脂段ボール板の罫線形成装置
【課題】長尺状の罫線であっても、効率的に罫線を形成する。また、加熱ローラを使用して罫線を形成する場合には、樹脂段ボール板に対する加熱ローラの移動量と該加熱ローラの回転量を等しくして回転抵抗が発生するのを回避し、罫線周縁の樹脂段ボール板が破断するのを防止する。
【解決手段】テーブル上に載置された樹脂段ボール板に対して罫線ローラを圧接しながら二次元方向へ移動して折り目になる罫線を形成する罫線形成装置において、罫線ローラには、樹脂段ボール板に対する罫線ローラの移動速度に同期した回転速度で回転する電動モータを駆動連結する。
(もっと読む)
中空板材の折り曲げ用溝加工装置及び中空板材の折り曲げ用溝加工方法
【課題】中空板材の折り曲げ用溝を短時間で、かつ、精度よく形成でき、生産性及び品質などを向上させることができる中空板材の折り曲げ用溝加工装置及び中空板材の折り曲げ用溝加工方法の提供を目的とする。
【解決手段】折り曲げ用溝加工装置1は、加熱部材2、冷却部材3、溝加工部材4を備え、加熱部材2及び溝加工部材4が気泡ボード10を加熱し、この加熱の後に、冷却部材3及び溝加工部材4が強制的に冷却することによって、折り曲げ用溝11を形成する構成としてある。
(もっと読む)
脂環式構造含有重合体を含有するクレーズを有するフィルム
【課題】
本発明は、クレーズの幅が狭く、クレーズとクレーズの間隔が狭い、クレーズを有する高分子フィルムを安定して精度よく形成することである。
【解決手段】本発明は、透明性の高分子フィルムに規則的なクレーズ領域を設けたことを特徴とするクレーズを有するフィルムにおいて、該高分子フィルムが脂環式構造含有共重合体を含むことを特徴とするクレーズを有するフィルムである。
(もっと読む)
植物性繊維含有ボード部材の製造方法
【課題】意匠面における意匠性が向上された植物性繊維含有ボード部材の製造方法を提供する。
【解決手段】植物性繊維と熱可塑性樹脂とを含む基材12と、基材12の少なくとも一部が薄肉化されて構成されるヒンジ6とを備え、ヒンジ6に沿って基材12の一方の面側を谷として折り曲げ可能なラッゲージマット4を製造する方法であって、基材12の両板面を加熱する加熱工程と、基材12の一方の面を表面とし、他方の面を裏面として、加熱工程後、基材12の表面のうちヒンジ6とされる部位を押圧して溝状の表面側凹部26を形成すると共に、基材12の裏面のうちヒンジ6とされる部位を押圧して溝状の裏面側凹部22を形成することでヒンジ6とされる部位を薄肉化する薄肉化工程とを備える。薄肉化工程では、裏面側凹部22の底端部22aの幅に比して表面側凹部26の底端部26aの幅が小さくなるように表面側凹部26と裏面側凹部22とを形成する。
(もっと読む)
植物性繊維含有ボード部材
【課題】基材を折り曲げる際に基材にヒビ割れや破断が発生することを防止ないし抑制できる植物性繊維含有ボード部材を提供する。
【解決手段】ラッゲージマット4は、ケナフ繊維とポリプロピレンを含む基材12と、当該基材12の一部が薄肉化されて構成されるヒンジ6とを備えている。ヒンジ6は、スジ状の厚肉部6aと、その厚肉部6aよりも相対的に薄肉であって、当該厚肉部6aによって隔てられた2つのスジ状の薄肉部6bとを有しており、その2つの薄肉部6bに沿って折り曲げ可能となっている。
(もっと読む)
包装用ケース
【課題】シートを折り曲げて多面箱形に組み立てられる包装用ケースの角部を、クリア性を損なわずに見栄え良く綺麗に湾曲させて組み立てることができるようにする。
【解決手段】シートを折り曲げて組み立てたときにケースの周側面の角部に対応するシートの部分に、シートの加熱成形時に湾曲断面を呈する曲面形状の曲面角部を形成しておく。曲面角部を形成したシートを所定形状に打ち抜くと同時にその表面に折り曲げ罫線を形成し、このシートを折り曲げ罫線に沿って折り曲げて箱形に組み立てる。
(もっと読む)
樹脂製発泡シート、樹脂製発泡シートの製造方法および収納ケース
【課題】樹脂製発泡シートにおいて、製函機や封緘機による製函または封緘を容易に実行可能とし、生産効率を高めて製造コストを削減する。
【解決手段】シート本体2に折り曲げ部4が設けられ、折り曲げ部4には、シート本体2の融点以下の温度で形成された一対以上の第1のけい線13、13が互いに平行に設けられている。これら第1のけい線13、13の間には、シート本体2の融点以下の温度で形成された1本以上の第2のけい線15が第1のけい線13より深く設けられている。一対以上の第1のけい線13、13の間に第2のけい線15が深く設けられているので、シート本体2を折り曲げ部4で折り曲げたときの反発力を逃がすことができる。また、シート本体2の所定箇所を加熱溶融しなくても、第1および第2のけい線13、15を形成して折り曲げ部4を設けることができる。そのため、樹脂製発泡シート1の生産効率を高め、製造コストを削減できる。
(もっと読む)
合成樹脂板の罫線加工用の罫線押刃およびこれを用いた打抜型
【課題】合成樹脂板に形成する溝状罫線を、1乃至複数、形成可能として、正確に折り曲げて包装用箱を組み立てることができる罫線押刃を提案する。
【解決手段】合成樹脂板の罫線加工用の罫線押刃として、熱伝導率の高い素材で構成した所定長さの棒材からなる押刃主体の一面の長さ方向に、所望形状の溝形成突条を設ける共に、前記溝形成突条の近傍の長さ方向にヒータ挿通孔を貫設した。そして、上記溝形成突条は、1本、乃至は互いに平行して複数本設けた。また、上記押刃主体の長さ方向に、さらに盗み部を設けた。また、打抜型として、板状の母型材に、箱の展開図の輪郭を描くように打抜刃を配設すると共に、その展開図の折り曲げ用罫線部分に、上記いずれかの罫線押刃を配設した。展開図における箱の側板部分に、打ち抜いた合成樹脂板の側板に凹凸部を形成するためのヒータ板を設けた。
(もっと読む)
1 - 10 / 43
[ Back to top ]