
国際特許分類[B29C70/16]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 複合材料,すなわち補強材,充填材,あるいは予備成形部品からなるプラスチック材料,例.挿入物の成形 (1,218) | 補強材のみを含むもの,例.自己強化プラスチック (1,200) | 繊維状の補強材のみ (1,074) | 繊維状の補強材の構造に特徴があるもの (540) | 相当な長さの,あるいは連続した長さの繊維を用いたもの (369)
国際特許分類[B29C70/16]の下位に属する分類
マットの形で,例.シートモールディングコンパウンド
一軸配向した,例.ロービング,あるいは他の平行な繊維
少なくとも二軸配向し,二次元構造を持つもの
少なくとも三軸配向し,三次元の構造を持つもの
国際特許分類[B29C70/16]に分類される特許
11 - 20 / 369
フィラメントワインディング装置
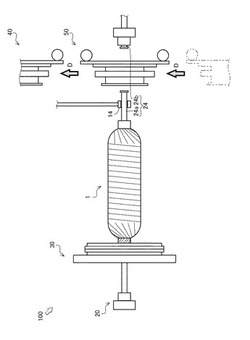
【課題】繊維束の巻き付け動作を中断してから再開できるまでの所要時間を短縮すべく、フープ巻き装置を交換可能とする技術を提供する。
【解決手段】繊維束Fを供給するためのボビン45を搭載したフープ巻き装置40を備え、前記ボビン45がライナー1の周囲を旋回することで該ライナー1の外周面1Sに繊維束Fを巻き付けていくフィラメントワインディング装置100において、前記フープ巻き装置40は、所定の位置で他のフープ巻き装置50と交換できる、とした。
(もっと読む)
フィラメントワインディング装置のボビン解舒装置

【課題】繊維束の挙動を安定させて、該繊維束の転覆を防止する技術を提供する。
【解決手段】帯状の繊維束Fが巻かれたボビンBを回転自在に支持するボビン支持軸33と、前記ボビンBから解舒された繊維束Fの進行方向を変更する固定ガイド35と、前記ボビンBと前記固定ガイド35との間に配置される補助ローラ34と、を備えたボビン解舒装置32A(32B)であって、前記固定ガイド35は、該固定ガイド35の軸心が前記ボビン支持軸33の軸心に対して略直交となるように配置され、前記補助ローラ34は、該補助ローラ34の軸心が前記ボビン支持軸33の軸心に対して平行又は略平行に配置される。
(もっと読む)
フィラメントワインディング方法及びフィラメントワインディング装置
【課題】フープ巻きを開始する際に、繊維束の甘巻きやコンビ巻きを不要として、フープ巻きに要する時間を短縮する。
【解決手段】フープ巻き工程を行うフィラメントワインディング方法であって、フープ巻き工程は、フープ巻きの開始位置において、繊維束の端部をライナー表面に固定する第1の工程と、第1の工程でライナー表面に端部を固定した繊維束をフープ巻きしていく第2の工程と、第2の工程でフープ巻きした繊維束をフープ巻きの終了位置においてライナー表面に固定する第3の工程と、第3の工程で繊維束を固定した位置よりも繊維束供給方向の上流側で繊維束を切断する第4の工程と、を含む。
(もっと読む)
フィラメントワインディング装置
【課題】ガイドの清掃を効率よく、短時間で行うことのできるフィラメントワインディング装置を提供する。
【解決手段】繊維束Fを案内する複数のガイド53と、ガイド53を清掃するための清掃部61と、を備え、ガイド53を清掃する場合に、ガイド53を清掃部61に移動させて清掃する。ガイド53の清掃をガイド53が配置された位置で行うのではなく、清掃部61が配置される特定の位置にガイド53を移動させ、その位置でガイド53の清掃を行うため、ガイド53の清掃を効率よく、短時間で行うことができる。
(もっと読む)
フィラメントワインディング装置
【課題】各繊維束ガイド91・92よりも広い幅の繊維束Fをライナー1の外周面1Sに巻き付けることができ、ライナー1の部位に応じて繊維束Fの幅Wfを変えて巻き付けることができるフィラメントワインディング装置を提供することである。
【解決手段】ライナー1の回転軸Raに対して略垂直方向に伸縮する第1繊維束ガイド91及び第2繊維束ガイド92を放射状に設けた第1ヘリカルヘッド43及び第2ヘリカルヘッド44を備え、ライナー1を回転させながら第1ヘリカルヘッド43及び第2ヘリカルヘッド44を通過させることでライナー1の外周面1Sに繊維束Fを巻き付けていくフィラメントワインディング装置100において、第1繊維束ガイド91及び第2繊維束ガイド92からライナー1の外周面1Sに供給される繊維束Fの経路上で、繊維束Fに接触して繊維束Fの幅Wfを拡げる第1拡張ガイド48及び第2拡張ガイド49を具備する。
(もっと読む)
フィラメントワインディング方法及びフィラメントワインディング装置
【課題】ライナーに繊維層が形成されているか否かに関わらず、フープ巻きを開始する際に、繊維束の甘巻きやコンビ巻きを不要として、フープ巻きに要する時間を短縮する。
【解決手段】フープ巻きを開始する場合には、フープ巻きの開始位置Mにおいて、繊維束Fの巻き付け位置WPを保持部53からライナー1に移動させ、ライナー1への繊維束Fのフープ巻きを開始する巻き付け開始動作を行う。フープ巻きを終了する場合には、フープ巻きの終了位置Nにおいて、繊維束Fの巻き付け位置WPをライナー1から保持部53に移動させ、保持部53に繊維束Fを巻き付けて繊維束Fを保持させる退避動作を行う。
(もっと読む)
高圧ガスタンクの製造方法と製造装置
【課題】ライナー外周に形成した繊維強化樹脂層の厚み方向でのVfのバラツキの抑制をもたらす新たなタンク製造手法を提供する。
【解決手段】ライナー10の外周に形成した繊維強化樹脂層20は、誘導加熱コイル220にて高周波誘導加熱を受ける。この誘導加熱は、誘導加熱コイル220への高周波電流の通電により誘起されるが、繊維強化樹脂層20の厚み方向の各樹脂層部位において、繊維強化樹脂層20の外表側の最外層部位(層番号1)より、その内側の樹脂層部位(層番号2)が、最も高い温度となる。これを踏まえ、最大の温度と樹脂層部位(層番号2)の温度が誘導加熱コイル220への高周波電流の通電を制御する際の上限温度となるように、通電制御する。
(もっと読む)
高圧ガスタンク、及び高圧ガスタンクの製造方法
【課題】繊維強化層を構成するフープ層において巻きの乱れが生じておらず、高い耐圧強度を有する高圧ガスタンクを提供する。
【解決手段】この高圧ガスタンク1は、繊維強化層3が、少なくともその一部において、タンクライナ2の中心軸に対し略垂直な面に沿ってカーボン繊維7が巻き付けられてなるフープ層3aを有しており、フープ層3aをタンクライナ2の中心軸に対して垂直な面で見た場合において、その面に現れるカーボン繊維7の断面形状の周方向に沿った長さが、カーボン繊維7の直径の20倍以上である。
(もっと読む)
熱硬化装置、および、熱硬化方法
【課題】導電性繊維と熱硬化性樹脂とを含む繊維強化プラスチック層を有する圧力容器における熱硬化性樹脂を、電磁誘導加熱によって熱硬化する際に、繊維強化プラスチック層の内層側から外層側への熱硬化性樹脂の染み出しを抑制する。
【解決手段】比較的遅い昇温速度で、熱硬化性樹脂の最低粘度を比較的高く維持して、熱硬化性樹脂の熱硬化を行い、その後、比較的速い昇温速度で、急速に熱硬化性樹脂の熱硬化を行う。
(もっと読む)
高圧ガスタンクの製造方法と製造装置
【課題】ライナー外周に形成した繊維強化樹脂層の高Vfの抑制に有益な新たなタンク製造手法を提供する。
【解決手段】FW装置100は、ライナー10に樹脂含浸カーボン繊維Wを巻回するに当たり、繊維巻回の際の巻回張力を、後工程での熱硬化を図るための熱硬化炉200が設定する加熱状況(昇温速度)に対応する巻回張力に調整する。この巻回張力調整は、昇温速度が大きいほど小さくなるように張力調整部142にてなされる。これにより、ライナー10の外周には、張力調整部142にて調整された巻回張力で樹脂含浸カーボン繊維Wが巻回されて繊維強化樹脂層20が形成され、中間生成品タンク12が得られる。こうして得られた中間生成品タンク12は、熱硬化炉200が設定済みの加熱状況(昇温速度)で加熱を受けて熱硬化し、冷却養生を経て高圧水素タンク30が得られる。
(もっと読む)
11 - 20 / 369
[ Back to top ]