
国際特許分類[B29D23/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックまたは可塑状態の物質からの特定物品の製造 (3,594) | 管状体物品の製造 (171)
国際特許分類[B29D23/00]の下位に属する分類
葉巻きタバコ用または紙巻きタバコ用ホルダー
ひだつきホース (15)
柔軟性絞り出しチューブ,例.化粧品用 (5)
エンドレスチューブ,例.空気タイヤ用インナーチューブ (10)
国際特許分類[B29D23/00]に分類される特許
21 - 30 / 141
導電性ローラおよびその製造方法
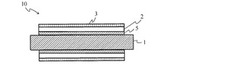
【課題】弾性層の膜厚を容易に適切な厚みに確保できる導電性ローラおよびその製造方法を提供する。
【解決手段】シャフト1と、シャフト1の外周に形成された接着層5と、接着層5の外周面に形成された弾性層2と、弾性層2の外周面に形成された表層3と、を備え、接着層5が、水系塗料を塗布後、乾燥させて形成され、弾性層2が、樹脂製マイクロバルーンを含有する水系塗料を塗布後乾燥させ、加熱により前記樹脂製マイクロバルーンを膨張させて形成され、表層3が、水系塗料を塗布後、乾燥させて形成されてなる導電性ローラ10およびその製造方法である。弾性層2の水系塗料が、架橋剤を含有することが好ましい。
(もっと読む)
ワイヤ補強層検査装置及びワイヤ補強層検査方法

【課題】内管の周囲に巻き付けられたワイヤの巻き付け不良をタイムリーに検出する。
【解決手段】ワイヤWを内管ゴム14の周囲に巻き付けるワイヤ巻き付け装置20にはワイヤ補強層検査装置10が設けられている。ワイヤ補強層検査装置10は、ワイヤ補強層16の表面形状を測定する表面形状測定装置50と、その表面形状に基づきワイヤ補強層16の巻き付け不良を検出するコントローラ70とを備えている。表面形状測定装置50は、ワイヤ補強層16にレーザ光54を照射するレーザ光射出部52と、反射したレーザ光55をイメージセンサに結像させてワイヤ補強層16の表面形状を測定する測定部56とを備えている。回転盤24が90度回転する毎に、表面形状測定装置50でワイヤ補強層16の表面形状を測定し、コントローラ70に取り込まれた最新の画像データと直近の画像データとを比較することで、ワイヤWの巻き付け不良を検出する。
(もっと読む)
ワイヤ巻付装置
【課題】より多くのボビンからワイヤを被巻付部材に供給することで生産性を高めることが可能なワイヤ巻付装置及びワイヤ巻付方法を得る。
【解決手段】回転円板24の外周面に回転可能に設けられた複数の支持部材30によって支持部材列46が構成され、さらに支持部材列46は回転円板24の軸方向に複数設定される。支持部材30のそれぞれには、ボビン40が装着される。回転円板24の軸方向端面24Tにボビン40を配置した構成と比較して、ボビン40をより多く配置できるので、ボビン40の1回の装着で巻き付け可能な内管ゴム18の長さも長くなり、生産性の向上を図ることができる。
(もっと読む)
ターンアップ装置
【課題】筒型ゴムシートの折り返し部分のダブつきやエア入り不良を防止することのできるターンアップ装置の提供。
【解決手段】ドラム12の外周側に筒型ゴムシート2を保持する。ドラム12の端部にシート端部2a及びビード3を保持するビードロック部13を設ける。ビードロック部13の保持するシート端部2aを広げて折り返すターンアップローラ14を設ける。シート端部2aをターンアップローラ14に押し付ける押付ローラ16を設ける。押付ローラ16をドラム12の中心軸方向に移動自在とする。押付ローラ16をターンアップローラ14側に付勢する。ターンアップローラ14と押付ローラ16とでシート端部2aを挟んで保持する。シート端部2aが十分に折り返されるまで広がった状態を維持する。
(もっと読む)
テープ巻き付け装置、及びテープ巻き付け方法
【課題】管の外周に弛まないように効率的かつ均一にテープを巻き付ける。
【解決手段】マンドレル16の挿入された管18を回転面盤の挿通口20に挿入し、管18の外周面に3個のテープボビン26から引き出したテープ24を係止し、管18を軸方向に移動させつつ回転面盤14を回転させることで、管18の外周面にテープ24を螺旋状に順次巻き付ける。3本のテープ24を周方向に等間隔に配置し、同じテンションとすることで、3本のテープ24のテンションTが偏ることなくバランスして作用するため、該テンションTによってマンドレル16が撓むことは無く、高速かつ高率的にテープ24の巻き付けを行うことができる。
(もっと読む)
現像ローラの製造方法
【課題】
長期の使用によっても樹脂表面層が破断しにくい現像ローラを提供する。
【解決手段】
導電性軸体、ゴム弾性層およびポリウレタン樹脂を含有する膜厚が5μm以上20μm以下の樹脂表面層を有する現像ローラの製造方法であって、
(1)ゴム弾性層の表面に、体積平均粒子径が50〜400nmの金属酸化物の粒子を0.10mg/cm2以上1.00mg/cm2以下の密度で付着させる工程と、(2)該粒子を付着させた該ゴム弾性層の表面に、樹脂表面層の原料組成物を含む塗料を塗工し、硬化させて該樹脂表面層を形成する工程とを有することを特徴とする現像ローラの製造方法。
(もっと読む)
屈曲した形状のホースを製造する方法
【課題】本発明の方法は、未加硫のホース中間体H3を屈曲したマンドレル22へ挿入する作業を自動化することで工程を簡略化する。
【解決手段】本方法は、ホース中間体H3の外周部を掴むチャック25を有し、チャック25を駆動部24aによりマンドレル22の曲がった形状に沿って移動させる挿入ガイド装置24を用いる。ヘッド17の押出口17aに、マンドレル22の挿入端部22dを位置合わせし、ヘッド17の押出口17aからホース中間体H3を、マンドレル22の挿入端部22dに外装されるように押し出し、ホース中間体H3の外周端部を、チャック25により掴んでマンドレル22の曲げ形状に沿って移動することでホース中間体H3をマンドレル22に外装し、その後切断する。
(もっと読む)
屈曲した形状のホースを製造する方法
【課題】本発明は、ホースの曲げ工程が簡単で、未加硫ゴムに不用意な熱履歴を与えない屈曲した形状のホースの製造方法を提供する。
【解決手段】本発明にて、樹脂マンドレルRMを押出形成し、樹脂マンドレルRMの外周部に未加硫ゴムからなるホース中間体を形成し、ホース中間体および樹脂マンドレルRMを所定長さに順次切断する。その後、樹脂マンドレルRMの中空部RMaにヒータ30bを挿入して、樹脂マンドレルRMを加熱しつつ樹脂マンドレルRMおよびホース中間体を所定形状に曲げ、その後加硫する。加硫工程を経た樹脂マンドレルRMが加硫時の余熱または外部加熱により軟化した状態にて、ホース中間体から樹脂マンドレルRMを抜き取る。
(もっと読む)
電子写真用弾性ローラの製造
【課題】薄くて硬い接着剤層を形成することで、接着剤層が削れてしまうのを防ぎ、ローラの外観不良を低減する。
【解決手段】接着剤層103を介して弾性層102が軸芯体101に接着している電子写真用弾性ローラの製造方法において、該軸芯体の外周に接着剤を塗布する工程と、該接着剤を紫外線照射により硬化し、接着剤層を形成する工程と、該接着剤層が形成された該軸芯体の周囲にリング状部材を装着する工程と、環状塗工ヘッドを用いて該接着剤層の外周上に液状ゴムを吐出塗布する工程と、塗布された該液状ゴムを加熱硬化し弾性層を形成する工程とを有し、該接着剤は少なくとも、エポキシ基を有するオルガノアルコキシシラン、光カチオン重合開始剤、およびビニル基を有するシランカップリング剤を含有し、形成された該接着剤層の厚さは10nm乃至100nmであることを特徴とする。
(もっと読む)
分岐部付パイプの製造方法
【課題】従来のフローティングコアによるパイプ成形法を利用し、その利点を生かしつつ、各種分岐部付パイプを合成樹脂で効率よく一体成形できるようにする。
【解決手段】一端にフローティングコア1を備えた加圧ポート2を有し、他端に第一排出口3を有する主キャビティ4内と、主キャビティ4に連通し、端部に開閉可能な第二排出口6を有する分岐部キャビティ5内に、溶融樹脂を射出した後、
加圧ポート2から加圧流体を圧入して、フローティングコア1を第一排出口3側に移動させると共に第一排出口3から溶融樹脂を押出させ主パイプ中空部を形成せしめる工程と、
主パイプ中空部が分岐部キャビティ5と主キャビティ4の連通部分に達した後に、第二排出口6を開放して、第二排出口6から溶融樹脂を加圧流体にて押出させ分岐パイプ中空部を形成せしめる工程と、
を有する分岐部付パイプの製造方法。
(もっと読む)
21 - 30 / 141
[ Back to top ]