
国際特許分類[B29K105/06]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 成形品の条件,形態または状態 (5,244) | 補強材,充填材または挿入物を有するもの (2,753)
国際特許分類[B29K105/06]の下位に属する分類
連続長の,例.コード,ロービング,マット,織物,ストランド,ヤーン (1,374)
長さの短いもの,例.短フィラメント,ステープルファイバー,剛毛 (276)
充填材 (212)
挿入物 (634)
国際特許分類[B29K105/06]に分類される特許
191 - 200 / 257
プレス成形型の設計方法、プレス成形型および繊維強化複合材料成形品、ならびに、繊維強化複合材料製品の製造方法
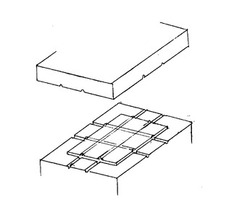
【課題】FRPのプレス成形において、外観にボイドやかすれのない製品を生産性良く得ることができるFRP製品の製造方法、ならびにFRPプレス成形型を提供することを目的とする。
【解決手段】熱硬化性樹脂をマトリックス樹脂とするプリプレグまたはその積層体をプレス機により加圧すると同時に加熱硬化して板状の複数の製品を一方向に、または、縦横に平面状に、連結した繊維強化複合材料成形品を得るホットプレス成形に用いるプレス成形型の設計方法であって、複数の製品対応部と、該製品対応部の間に連結部を配置し、該連結部の内部には気泡誘導部を配置することを特徴とするプレス成形型の設計方法。前記ホットプレス成形に用いる成形型であって、製品対応部を含むプレス部と、製品対応部の間に位置しプレス部よりも成形型間のクリアランスが大きい気泡誘導部を有することを特徴とする繊維強化複合材料のプレス成形型。
(もっと読む)
射出成形用樹脂組成物、それを用いた射出成形物、および射出成形法
【課題】フローマークの発生がすくない、外観の良好な射出成形品を提供するために、最適な射出成形用樹脂組成物および射出成形法を提供する。
【解決手段】射出成形における金型内での樹脂組成物の最大せん断速度が10s−1以上となる成形条件において、下式(1)で定められるαがα>0となる条件で成形する。
α=3σs/{σn−σs〔1−exp(−t/τ)〕} (1)
但し、σsは成形条件における射出成形用樹脂組成物のせん断応力、σnは成形条件における射出成形用樹脂組成物の第一法線応力差、tは射出成形用樹脂組成物が金型に流入してからの時間、τは成形条件における射出成形用樹脂組成物の緩和時間である。
(もっと読む)
FRP成形物

【課題】 従来のFRP成形物と金属との接合は、金属外面にローレット加工したり、成形方法により接合強度の向上を図っているが、金属構造物を接合する場合等には、接合強度が不足する場合が多い。
【解決手段】 本発明のFRP成形物においては、鋼板2c等の埋め込み体及び該埋め込み体の開孔2eを一方側から他方側に貫通して設置した炭素繊維等の繊維強化材2dを樹脂含浸により表皮部2aに一体接合した接合端部2とFRP成形部1とでFRP成形物を形成する。
(もっと読む)
装飾モ−ル付き窓ガラス
【課題】装飾モールが、枠体の射出成型によって枠体と一体化されるとき、枠体に用いられている樹脂が熱収縮するため、枠体と装飾モールとの間に隙間が生じ、きしみ音の原因となる。
【解決手段】枠体の射出成形時に装飾モールが枠体に固定され、該装飾モ−ルが該枠体と接する面に、40℃以上の耐熱性を有する、油性の、液体材料または流動性を有する材料または半固体材料が層形成されてなる装飾モール付き窓ガラス。油性の、液体材料または流動性を有する材料または半固体材料に、潤滑油、特に鉱油またはシリコーン系油の潤滑油を用いる。
(もっと読む)
耐衝撃性複合材料
軽量防弾プレート等、耐衝撃性構造は、少なくとも部分的に熱可塑性樹脂を浸透されかつ熱可塑性プレートもしくは他の基体に積層された織布を含む。  (もっと読む)
(もっと読む)
成形品の成形方法
【課題】 成形品の品質を向上することが可能な成形品の成形方法を提供すること。
【解決手段】 成形品を成形する場合には、ベント29,30を介して成形型20のキャビティS内を減圧しながら、該キャビティS内に注入口25,26から合成樹脂13を注入して充填するとともに、該合成樹脂13をキャビティS内からベント29,30を介して樹脂容器32内に溢れ出させる。そして、この樹脂容器32内に一時貯留した合成樹脂13の粘度が予め設定した所定値に達した場合には、樹脂容器32内の合成樹脂13をベント29,30からの溢出圧力に抗するように加圧する。
(もっと読む)
積層板の製造方法
【課題】 板厚が0.07mm以下の薄い積層板において、ボイドやカスレが発生しにくく、安価にかつ効率的に製造することができる積層板の製造方法を提供する。
【解決手段】 目付け重量50g/cm2以下の基材に熱硬化性樹脂組成物を含浸して半硬化させてなる1枚ないし複数枚のプリプレグとその片面または両面側に配置されてなる金属箔あるいは離型シートとで構成される積層物の外側面に少なくとも1枚以上のクッションシートを配置し、これらを金属プレートで挟み加熱加圧成形して板厚が0.07mm以下の積層板を製造する。
(もっと読む)
光学素子及びその製造方法
【課題】確実かつ効率良く光路差付与構造を有する光学面が創生可能となる光学素子の製造方法及び当該製造方法により成形された光学素子を提供する。
【解決手段】プラスチック樹脂中に微粒子を分散させたナノコンポジット素材を光学素子に成形する光学素子の製造方法であって、前記ナノコンポジット素材から、押圧部位に予め所定の曲率を有する予備形状片を成形し、当該予備形状片の前記押圧部位を加熱押圧成形して光路差付与構造を有する光学面を創生する。
(もっと読む)
射出成形方法及び装置
【課題】射出成形加工時に表面を全体的又は選択的に改質された成形品を製造する方法及びを提供する。
【解決手段】熱可塑性樹脂を射出成形することによって成形品を製造する方法であって、金型内に前記熱可塑性樹脂を溶融樹脂として導入する第1の導入工程と、前記第1の導入工程の後又は同時に行われ、前記金型内に溶解物質が溶解した超臨界流体を導入する第2の導入工程と、前記溶融樹脂を固化し、前記溶解物質を前記成形品の表面に配置させる工程とを有することを特徴とする方法を提供する。
(もっと読む)
熱硬化型樹脂の成形装置及び方法
【課題】成形物が大型化又は長尺化した場合においても生産効率の低下を伴うことなく良好な樹脂硬化を達成することができる熱硬化型樹脂の成形装置及び方法を提供する。
【解決手段】炉内温度を制御する炉内温度制御部11を備える常圧の炉12と、前記炉12内に設けられ、熱硬化型樹脂を成形物13に成形する上型14−1と下型14−2からなる金型14と、前記金型14の形状に応じて温度制御する3つの金型温度制御部15−1〜15−3と、前記炉12内、金型14、成形物13の各温度を計測する炉内温度計T1、上型温度計T2、下型温度計T3、成形物温度計T4と、前記各温度計T−1〜T−4の情報により各温度制御部15−1〜15−3を制御する制御部16とを具備する。
(もっと読む)
191 - 200 / 257
[ Back to top ]