
国際特許分類[B29K105/06]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 成形品の条件,形態または状態 (5,244) | 補強材,充填材または挿入物を有するもの (2,753)
国際特許分類[B29K105/06]の下位に属する分類
連続長の,例.コード,ロービング,マット,織物,ストランド,ヤーン (1,374)
長さの短いもの,例.短フィラメント,ステープルファイバー,剛毛 (276)
充填材 (212)
挿入物 (634)
国際特許分類[B29K105/06]に分類される特許
151 - 160 / 257
プリフォーム賦形用マンドレルおよびそれを用いたプリフォームの製造方法

【課題】長手方向に高さが変化するFRP成形体成形用のプリフォームを、比較的短尺で軽量なマンドレルを用いて、安価にかつ高品位に賦形可能なマンドレルを提供するとともに、そのマンドレルを用いた、自動化まで可能な効率のよいプリフォームの製造方法を提供する。
【解決手段】FRP成形体の成形に用いられる、長手方向に高さが変化するプリフォームを賦形するためのマンドレルであって、マンドレルの長さは賦形すべきプリフォームの全長の半分以下であり、マンドレルが賦形すべきプリフォームの長手方向に賦形すべきプリフォームに対し相対移動可能に設けられ、マンドレルが賦形すべきプリフォームの高さ方向に上マンドレルと下マンドレルとに分割されており、かつ、上下マンドレル間に、上下マンドレル間の間隔を機械的に調整可能な間隔調整手段が介装されているプリフォーム賦形用マンドレル、およびそれを用いたプリフォームの製造方法。
(もっと読む)
流体機器用樹脂部品、流体機器用樹脂部品の製造方法、及び、流体機器

【課題】 複雑な形状であっても製品の寸法精度を確保でき、且つ、型の破損を招くおそれが少ない流体機器用樹脂部品の製造方法を提供する。
【解決手段】 消失模型を用いて作成した焼成型に、カルベン構造を持つルテニウムまたはオスミウム錯体触媒の存在下で、メタセシス重合可能なシクロオレフィン類を注入して重合させて、流体機器用樹脂部品を製造する。
(もっと読む)
繊維系ボードおよびその製造方法
【課題】
これまで課題であった繊維圧縮成形体の層間剥離を抑制でき、強度の高い繊維系ボード、およびその製造方法を提供する。
【解決手段】
繊維と熱可塑性樹脂とが混合されてなる層を複数有し、当該層同士の間の少なくとも一つに、熱可塑性樹脂を含んでなるフィルムに由来する層であって隣り合う層と融着してなる層を有することを特徴とする繊維系ボード。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】 成形型の型動作に基づくキャビティの増大による発泡性樹脂の発泡を図りつつ、成形型内壁に対するブロー成形体の追従性が低下することを防止する樹脂成形品の成形方法を提供する。
【解決手段】 成形型4内のブロー成形体41内に溶融発泡性樹脂70を供給し、その後、成形型4の型動作に基づきキャビティ27を増大させて、溶融発泡性樹脂70による発泡に基づきブロー成形体41を膨張させる。この成形型4の型動作に基づいてキャビティ27を増大させる前までに、成形型4に基づき、ブロー成形体41のうち、キャビティ27を増大する側における一部領域を同じ側における他部領域よりも該ブロー成形体41の内方側に引っ込ませた状態として、ブロー成形体41に引っ込み部分41aを形成する。そして、成形型4の型動作に基づいてキャビティ27を増大させるに際して、その引っ込み部分41aを、膨張させて、成形型4の内壁に的確に追従させる。
(もっと読む)
長繊維および熱硬化性マトリクスを有する複合材料から作られる複合部材を製造するためのプロセス
熱硬化性マトリクスを有する複合材料から作られた部材(1)を製造するために、部材(1)の少なくとも1つの要素(3)は熱硬化性樹脂で予備含浸された繊維のストリップをベースとして別個に製造され、前記要素は、一方で、前記要素(3)が前記部材(1)のその後の製造操作の間に常温でのその保存を保証するために十分な化学的安定性と、そのハンドリングを保証するためおよびその剛性を保持するために十分な寸法安定性との両方を達成している段階まで、他方で、前記第1の要素を形成する材料がその温度を少なくとも局所的に上昇させることによって前記第1の要素の塑性成形(34)を可能にする熱可塑性を持つような段階までを限度に、前記第1の要素の樹脂を部分的に重合させる効果を有する部分的な熱硬化(32)を受ける。
その後の工程において、前記第1の要素(3)は、硬化させる熱硬化を受けていないか、または部分的な硬化(32)を受けている第2の要素(2)と一緒に組立てられ、前記2つの組立てられた要素は、前記2つの要素の樹脂の完全かつ均一な重合をもたらし、前記複数の要素の間に分子結合を形成させることを保証する熱硬化(50)を同時に受ける。 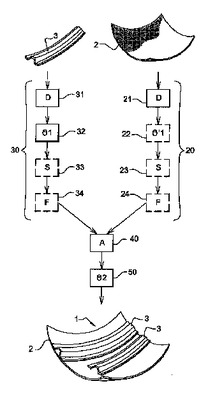 (もっと読む)
(もっと読む)
高濃度無機充填剤含有ポリプロピレン樹脂組成物
【課題】無機充填材の含有量を50%以上にする場合には、製造される成形体の外観、意匠性の点において、問題がある。
【解決手段】本発明は、質量比で、ポリプロピレン5〜15%、無機充填剤55〜75%、メタロセン触媒を用いて製造されるエラストマー性重合体10〜25%、メタロセン触媒を用いて製造されるポリエチレンワックス2〜10%及び金属セッケン0.1〜0.3%からなることを特徴とする高濃度無機充填剤含有ポリプロピレン樹脂組成物(マスターバッチ)である。
(もっと読む)
軽量型枠成形部品及びその製造方法
本発明は軽量型枠成形部品及びその製造方法に関する。軽量型枠成形部品は軽量複合材料(10,15)、即ちマトリックス材料(15)及び少なくとも1つの充填材(10)からなるコア領域(1)と、ファイバー材料(5)の少なくとも1つの層及びマトリックス材料(15)からなる少なくとも1つの表面のカバー層領域又は表面近傍のカバー層領域(2a,2b)とを備える。カバー層領域(2a,2b)のファイバー材料(5)の単層(又は複層)はコア領域(1)のマトリックス材料(15)と一体的に形成される。 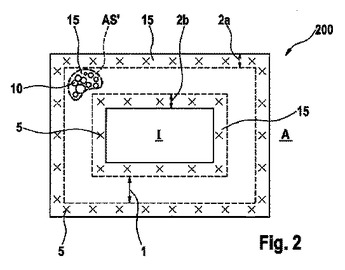 (もっと読む)
(もっと読む)
複合材料部材の形状寸法を制御するための方法及び装置
複合材料部材3の形状寸法を制御する方法である。この方法は、圧力伝達器6を使って複合材料部材に圧力を加える工程と、この圧力を加える工程の間に、複合材料部材を加熱する工程と、フィードバック信号を生成するために圧力伝達器の位置を計測する工程と、フィードバック信号の変化に応答して圧力伝達器を移動させる工程とを含んでいる。 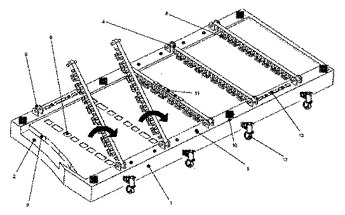 (もっと読む)
(もっと読む)
ガラス繊維含有樹脂成形材料の製造方法
【課題】ガラス繊維含有樹脂成形材料中の残存ガラス繊維を所定の繊維長に調製できるとともに、ガラス繊維含有樹脂成形材料を生産性良く製造することができるガラス繊維含有樹脂成形材料の製造方法を提供する。
【解決手段】ガラス繊維と樹脂との混合物をロール混練機で混練しつつガラス繊維を所定の繊維長に調製してガラス繊維含有樹脂成形材料を製造する方法であって、ガラス繊維の繊維長の調製はロール混練機のロール間ピッチを調整しておこなうこととする。
(もっと読む)
特には自動車用の、ドア張り、及び製造方法
本発明は、ドアの金属薄板とドア張りとの間の空間を外部湿式領域と内部乾式領域とに分割し、且つ分離フィルムと吸収性不織素材との合成物から構成される分離手段に関する。本発明は、分離手段を製造する方法に、及び車両ドアにも関する。 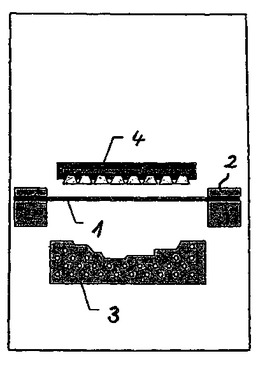 (もっと読む)
(もっと読む)
151 - 160 / 257
[ Back to top ]