
国際特許分類[B29K105/08]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 成形品の条件,形態または状態 (5,244) | 補強材,充填材または挿入物を有するもの (2,753) | 連続長の,例.コード,ロービング,マット,織物,ストランド,ヤーン (1,374)
国際特許分類[B29K105/08]の下位に属する分類
配向されたもの (60)
国際特許分類[B29K105/08]に分類される特許
141 - 150 / 1,314
高圧タンクの製造方法、および、高圧タンク
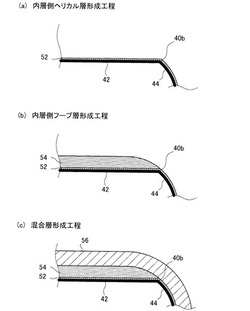
【課題】ライナーの外表面にフィラメントワインディング法によって形成された繊維強化プラスチック層を備える高圧タンクの信頼性を向上させる。
【解決手段】ライナードーム部44の少なくとも一部の外表面、および、ライナー円筒部42の外表面に、低角度ヘリカル層52を形成する工程と、ライナー円筒部42上における低角度ヘリカル層52の外表面に、内層側フープ層54を形成する工程と、ライナードーム部44上における低角度ヘリカル層52、および、内層側フープ層54の外表面に、低角度ヘリカル層と外層側フープ層とを交互に積層することによって混合層56を形成する工程と、を含む。その際、ライナー円筒部42上において、繊維強化プラスチック層の厚さ方向についてのライナー40側の75(%)以内の範囲内に内層側フープ層54の厚さと混合層56における外層側フープ層の厚さとの和の90(%)以上を配置する。
(もっと読む)
フィラメントワインディング成形用炭素繊維およびその製造方法
【課題】糸幅が均一な扁平形状で、解舒に際してその断面形状を矩形に保ったまま、糸幅が均一で糸束が回転することなく引き出され、樹脂含浸後、マンドレルなどに巻き上げた際に、糸幅の変動を生じない特徴を有し、FW成形やヤーンプリプレグ成形に適した炭素繊維およびその製造方法を提供すること。
【解決手段】ストランド引張強度が4000MPa以上、ストランド引張弾性率が225GPa以上350GPa以下であり、フィラメント数が15000〜60000、単糸繊度が0.25〜0.8dtexである炭素繊維束をボビンに巻き上げた炭素繊維パッケージであって、ボビン上糸幅が3.5×10−4〜7.5×10−4mm/dtexであり、明細書に記載される条件で炭素繊維束を解舒したときの解舒時の糸幅の変動率がCV値で10%以下であり、かつ解舒時の糸幅の平均値に対して75%未満の糸幅を有する部分が5/1000m以下であることを特徴とするフィラメントワインディング成形用炭素繊維である。
(もっと読む)
ガスタンク及びその製造方法

【課題】繊維強化樹脂層を均一に昇温させることにより、短時間にかつ均一に繊維強化樹脂層を硬化させて、外観が良好で、しかも、品質が安定したガスタンク及びその製造方法を提供する。
【解決手段】ライナー12の外周側に熱硬化性樹脂を含浸させた誘導性材料からなる強化繊維を巻き回して積層した繊維強化樹脂層13を有するガスタンク11であって、強化繊維35とともに導電線を巻き回すことにより、繊維強化樹脂層13に、導電線からなる複数のコイル31が層状に設けられている。
(もっと読む)
飛行物体または風車以外の物品のための成形体
【課題】落雷をうけた場合でも、成形体を構成する樹脂などの膨潤を防止し構造材料などが破壊されるのを防ぐことのできる飛行物体または風車以外の物品のための成形体を提供する。さらに、静電気を帯びにくい飛行物体または風車以外の物品のための成形体を提供する。
【解決手段】補強材として炭素繊維を使用し、マトリックスとして樹脂組成物を使用した炭素繊維強化複合材料の飛行物体または風車以外の物品のための成形体である。樹脂組成物が、樹脂とチタン酸アルミニウム系セラミックス焼結粉体とを含有し、チタン酸アルミニウム系セラミックス焼結粉体が該成形体の少なくとも表面層の該樹脂中に分散している。
(もっと読む)
熱可塑性樹脂補強シート材、熱可塑性樹脂多層補強シート材及びその製造方法、並びに熱可塑性樹脂多層補強成型品
【課題】リサイクル性、耐衝撃特性に優れる熱可塑性樹脂をマトリックスとした、高品質で、力学的特性及びドレープ性に優れる熱可塑性樹脂多層補強シート材、及び当該熱可塑性樹脂多層補強シート材を短時間で効率よく製造するための方法、並びに当該熱可塑性樹脂多層補強シート材を用いて成型された高品質性な熱可塑性樹脂多層補強成型品を提供する。
【解決手段】熱可塑性樹脂補強シート材2は、複数の補強繊維3fが所定方向に引き揃えられてシート状に形成された補強繊維シート材3を熱可塑性樹脂シート材4の両面に付着させて構成されており、熱可塑性樹脂多層補強シート材は、熱可塑性樹脂補強シート材2が積層して形成され、かつ、熱可塑性樹脂シート材4と同一材料である一体化用熱可塑性樹脂繊維束によりステッチして縫合一体化されている。さらに、補強繊維シート材3の補強方向がそれぞれ多軸となるように積層されている。
(もっと読む)
ガスタンクの製造方法
【課題】繊維強化樹脂層を均一に昇温させることにより、短時間にかつ均一に繊維強化樹脂層を硬化させて、外観が良好で、しかも、品質が安定したガスタンクの製造方法を提供する。
【解決手段】ライナー12の外周側に熱硬化性樹脂を含浸させた誘導性材料からなる強化繊維を巻き回して積層した繊維強化樹脂層13を有するガスタンク11の製造方法であって、強化繊維とともに導電線を巻き回すことにより、繊維強化樹脂層13の内層部に導電線からなる内部コイル31を設けるとともに、外周に外部コイルを巻き付けて配置し、内部コイル31及び外部コイルに、異なる周波数の電流を流して強化繊維を発熱させることにより、熱硬化性樹脂を加熱硬化させる。
(もっと読む)
高圧タンクの製造方法、および、高圧タンク
【課題】ライナーの外表面に繊維強化プラスチック層を備える高圧タンクの製造工程において、比較的少ない工程数で、フィラメントワインディング法を用いて繊維強化プラスチック層を形成する際の繊維の巻き崩れを抑制する。
【解決手段】高圧タンクの製造工程において、内層54の形成工程は、ライナー円筒部42の外表面に、第1のフープ層54aを形成する工程と、第1のフープ層54aに含まれる熱硬化性樹脂を加熱硬化することなく、ライナードーム部44の外表面、および、第1のフープ層54aの外表面に、低角度ヘリカル層54bを形成する工程と、第1のフープ層54aに含まれる熱硬化性樹脂、および、低角度ヘリカル層54bに含まれる熱硬化性樹脂を加熱硬化することなく、第1のフープ層54a上における低角度ヘリカル層54bの外表面に、第2のフープ層54cを形成する工程と、を含む。
(もっと読む)
繊維強化積層体で使用される補強シート、繊維強化積層体及びウィンドタービンブレード、並びに繊維強化積層体を製造する方法
【課題】繊維強化積層体で使用される補強シート、繊維強化積層体及びウィンドタービンブレード並びに繊維強化積層体を製造する方法を改良する。
【解決手段】本発明は、繊維強化積層体で使用される補強シートに関し、補強シートが、繊維材料からなる補強シート基層23の表面に連結される強化ストリップ25を備えるようにした。さらに本発明は、このような補強シートを備える繊維強化積層体及びウィンドタービンブレード並びに繊維強化積層体を製造する方法に関する。
(もっと読む)
タンクの製造方法及び製造装置
【課題】内容器の外表面に補強繊維層を有するタンクを製造する際の、補強繊維層における樹脂への加熱方法を改善し、良好な性状を有する補強繊維層を形成することができる、タンクの製造方法及び製造装置を提供すること。
【解決手段】ライナー3の外表面に、樹脂11を含浸した繊維12を巻回し且つ樹脂12を熱硬化することで補強繊維層4を形成するタンクの製造方法において、ライナー3の内部にマイクロ波照射装置24を配置し、マイクロ波照射装置24によってライナー3の内部から樹脂11を加熱するようにした。
(もっと読む)
圧力容器の製造方法
【課題】プリプレグの乗り上げやプリプレグ間の隙間の発生を抑えて圧力容器の強度を安定させる。
【解決手段】ライナ20と、該ライナ20の外周を包むFRP層とを有する圧力容器を製造する際、所定の繊維数で成形された平板部を備えるプリプレグ70を幅方向に折り畳みあるいは巻くことによってひも状にし、ライナ20の外周に巻き付ける。プリプレグ70をひも状にした後、その断面を四角に成形してからライナ20の外周に巻き付けることも好ましい。
(もっと読む)
141 - 150 / 1,314
[ Back to top ]