
国際特許分類[B29K105/08]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 成形品の条件,形態または状態 (5,244) | 補強材,充填材または挿入物を有するもの (2,753) | 連続長の,例.コード,ロービング,マット,織物,ストランド,ヤーン (1,374)
国際特許分類[B29K105/08]の下位に属する分類
配向されたもの (60)
国際特許分類[B29K105/08]に分類される特許
111 - 120 / 1,314
複合材構造体の成形方法
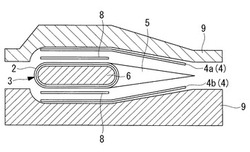
【課題】複合材構造体の内側の形状、寸法の精度を向上させることが可能な複合材構造体の成形方法を提供することを目的とする。
【解決手段】内型治具6にプリプレグ2を巻回する巻回工程と、内型治具6に巻回したプリプレグ2にプライ8を積層する積層工程と、プライ8を積層した内型治具6の外周に複合材の外板4a、4bを設けて、分割された外型治具9を装着して成形する成形工程と、を含むことを特徴とする。
(もっと読む)
ドライプリフォーム、複合材料からなる環状構造体、及びその製造方法

【課題】高強度且つ軽量で、形成が容易であり、且つ、設計の自由度の高い環状ドライプリフォーム及びこれを用いた複合材料からなる環状構造体を提供する。
【解決手段】マンドレル20の外周に捲回され、マンドレル20の環方向(0°方向)と交差する方向(+θ方向)と平行に引き揃えられ、マンドレル20の環方向で少なくとも一周は継ぎ目なく連続した強化繊維からなる第1の強化繊維層11を設ける。
(もっと読む)
制御された大気圧樹脂注入プロセス
【課題】プリホームにおける、繊維層が圧縮されたままであり、注入が停止されたときに、プリホームが完全に充填され、複合材料における所望の厚みと繊維体積分率が達成される制御された大気圧樹脂注入プロセスを提供する。
【解決手段】樹脂供給タンクを大気圧よりも低い圧力まで排気し、循環圧縮を用い、かつ正味の成形圧力を制御することにとよって、樹脂注入プロセス、特に真空補助樹脂トランスファ成形プロセスをより適切に制御し、かつオートクレーブを用いて製造されたものに匹敵する、またはそれを超える繊維体積分率およびツール側表面の仕上げを有する航空宇宙級の繊維強化樹脂複合材料を生成することができる。
(もっと読む)
中空繊維強化プラスチックの製造方法
【課題】中子を高精度でかつ高剛性にてしかも軽量に作製でき、中子内への樹脂浸透の問題を発生させずに、成形後に中子内部材も容易に取り出すことができ、取り出した内部材も容易に再使用可能であり、所望の中空繊維強化プラスチックを確実に効率よく製造できる方法を提供する。
【解決手段】固体粒子を水溶性粘着剤により結合することによりブロック体を形成し、該ブロック体を樹脂不浸透性の膜で覆うことにより中子を作製し、該中子を用いて該中子の周囲に繊維強化プラスチックを成形し、成形後に、水溶性粘着剤による結合を解除して中子内の固体粒子を成形された繊維強化プラスチックの外部へ排出することを特徴とする中空繊維強化プラスチックの製造方法。
(もっと読む)
繊維強化複合材料、およびその製造方法
【課題】強度、表面外観、および耐熱性に優れ、スポーツ用途または一般産業用途などの各種用途に好適な繊維強化複合材料の製造方法を提供する。
【解決手段】少なくとも強化繊維と熱硬化性樹脂とからなるプリプレグから、ガラス転移温度が160℃以上である繊維強化複合材料を加圧成形により製造する方法であって、成形圧力(P)と樹脂粘度(η*)が下記(1)〜(3)を満たす条件で成形することを特徴とする、繊維強化複合材料の製造方法。(1)成形圧力(P)/樹脂粘度(η*)の最大値が、0.3×106〜1.5×106/s。(2)成形開始からP/η*が0.01×106以上の範囲のP/η*の時間積分値が、55×106〜380×106。(3)η*の最低値が、0.7Pa・s以上。
(もっと読む)
ビルドアップ用プリプレグ
【課題】内層回路の埋め込み性の向上と、厚み精度の向上との両立を図る。
【解決手段】ビルドアップ用プリプレグ1は、繊維基材2と、繊維基材2の両面に設けられた樹脂層3、4とを備え、IPC−TM−650 Method 2.3.17に準拠し、171±3℃、1380±70kPaの条件で5分間加熱加圧して測定された樹脂流れが、15重量%以上50重量%以下である。
(もっと読む)
成形品の製造方法
【課題】熱可塑性樹脂をマトリックス樹脂とした繊維強化基材よりなり、加熱溶融した際に弾性回復性を有するプリプレグを用いたプレス成形で、熱可塑性樹脂の分解によるガスの発生を抑えた成形方法を提供する。
【解決手段】以下の工程A〜Eを順に経て成形品を得る。工程A:プリプレグを、そこに含浸された熱可塑性樹脂の融点よりも50℃高い温度で溶融しない樹脂フィルムでプリプレグ表面が露出しないように挟み込む工程。工程B:樹脂フィルムで挟まれたプリプレグを、ヒーター炉内に搬送し、プリプレグに含浸された熱可塑性樹脂を、その融点以上であって、かつ樹脂フィルムが溶融しない温度に加熱し、溶融させる工程。工程C:樹脂フィルムで挟まれたプリプレグから樹脂フィルムを除去したプリプレグを金型内に搬送、配置する工程。工程D:プリプレグを金型内で加圧冷却して成形品となす工程。工程E:金型から成形品を取り出す工程。
(もっと読む)
RTM成形装置および成形方法
【課題】強化繊維基材の面内から樹脂を多点注入することで含浸時間を短くすることを実現可能とするに際し、樹脂注入口の数を少数に抑えたまま高い樹脂含浸速度を実現可能なRTM成形装置および成形方法を提供する。
【解決手段】強化繊維基材7が配置されるキャビティを形成する成形型に、強化繊維基材7の一面に対面して開口する樹脂注入口9を設け、該樹脂注入口9から樹脂を注入して強化繊維基材に含浸させ硬化させるRTM成形装置において、樹脂注入口9の先端部21における樹脂流路の横断面を、樹脂流れ方向にみて該先端部直前における樹脂流路の横断面に対し拡大したことを特徴とするRTM成形装置、およびRTM成形方法。
(もっと読む)
ビルドアップ用プリプレグ
【課題】内層回路の埋め込み性の向上と、厚み精度の向上との両立を図る。
【解決手段】ビルドアップ用プリプレグ1は、繊維基材2と、繊維基材2の両面に設けられた樹脂層3、4とを備え、IPC−TM−650 Method 2.3.17に準拠し、171±3℃、1380±70kPaの条件で5分間加熱加圧して測定された樹脂流れが、15重量%以上50重量%以下であり、対向する一対のゴム板によりプリプレグ1を挟んだ状態で、120℃、2.5MPaの条件下に加熱及び加圧したとき、平面視で繊維基材2の外縁からはみ出る樹脂層3、4の重量が、樹脂層3、4の全体に対して、5重量%以下である。
(もっと読む)
プリフォーム及び同プリフォームの製造方法並びに同プリフォームを用いた繊維強化樹脂成形品の製造方法
【課題】ハイサイクルプレス成形で成形した成形品の表面に凸凹部分が発生するのを抑制することができるプリフォーム及び同プリフォームの製造方法並びに同プリフォームを用いた繊維強化樹脂成形品の製造方法を提供する。
【解決手段】予め本発明の裏面にフィルム状樹脂組成物(7) を貼り付けたプリフォーム(6) を用いずに成形した成形品から、成形品の表面に発生する樹脂枯れや凸凹部分の発生箇所(欠陥箇所)を特定しておき、一以上積層した原プリフォーム裏面側の前記欠陥箇所に対応する特定部位に、前記凸凹部分を覆う面積のフィルム状樹脂組成物(7) を貼り付ける。この裏面にフィルム状樹脂組成物を貼り付けたプリフォームを用いて成形品を製造する。
(もっと読む)
111 - 120 / 1,314
[ Back to top ]