
国際特許分類[B29K105/20]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 成形品の条件,形態または状態 (5,244) | 補強材,充填材または挿入物を有するもの (2,753) | 挿入物 (634)
国際特許分類[B29K105/20]の下位に属する分類
金属製の (246)
国際特許分類[B29K105/20]に分類される特許
81 - 90 / 388
転写シート、転写成形品の製造方法および転写成形品
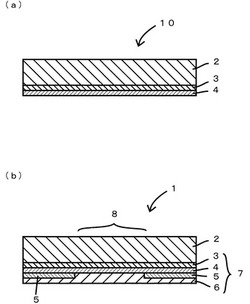
【課題】 表面のハードコート層の厚みが均一で、高い耐擦傷性および表面硬度を備え、また、透明部でも耐候性に優れた転写成形品を得る。
【解決手段】 転写成形品形成用の転写シートが、基体シート上に転写層としてハードコート層と金属酸化物薄膜層とが全面的に形成された中間シート上に加飾層が部分的に積層形成されることによって、加飾層が形成されない透明部に金属酸化物薄膜層が形成された構成をとる。
(もっと読む)
圧縮成形方法及び装置

【課題】 半導体チップの圧縮成形装置1全体の設置スペースを効率良く縮小し、装置1に設けられる金型5、6における型締力を効率良く減少させ、更に、厚さの異なる基板2(2a、2b)を用いたときに、基板2の厚さに対して効率良く調整して型締めする。
【解決手段】 半導体チップの圧縮成形装置1を2個の半導体チップの圧縮成形用金型5、6(上下両型)を積層配置して構成すると共に、この装置1に、上下配置の金型5、6の夫々における上型5a、6aの型面と下型5b、6bの型面とを閉じ合わせる型開閉手段12を設け、型開閉手段12を、2個のラック15、16と1個のピニオン17とを有する型開閉機構13と、上下配置の金型5、6の夫々に供給される基板2の厚さに対応して調整する厚さ調整機構14を設けて構成した。
(もっと読む)
木質化粧板の製造方法及び木質化粧板
【課題】導管開口部が意匠面に存在する突板が樹脂製の基材に固着されてなる木質化粧板を、導管開口部を潰すことなく、迅速且つ効率的に製造し得る技術を提供する。
【解決手段】突板12の意匠面22に、塗膜層36を、導管開口部を埋めない厚さで形成する一方、突板12の裏面24に、裏打ちシート20を貼着して、インサート品15を形成した後、かかるインサート品15を、突板12の意匠面22がキャビティ面48に接触位置するように、成形キャビティ52内に収容し、その後、成形キャビティ52内に、溶融樹脂材料62を射出、充填して、固化せしめることにより、基材を成形すると共に、それら基材と突板12とを、裏打ちシート20を介して固着するようにした。
(もっと読む)
インモールド・デコレーション方法
【課題】これまでのインモールド・デコレーション方法では、インク落ち防止層を何度も繰り返してプリントしているため、製造時間及びコストが大幅に増加してしまうため、射出されたプラスチック材料によって図案のインクが破損されることを防止し、コスト低の方法を提供する。
【解決手段】第1の表面20aと第1の表面に相対する第2の表面20bとを有するフィルム基材20を提供する。続いて、図案22をフィルム基材の第1の表面20a上にプリントする。その後、ハードコーティング層24を図案22上に塗布し(3D立体形状の場合には、先に熱プレス成形を行う)、第1の表面上のハードコーティング層にUV光を照射して硬化させる。その後、フィルム基材20に対して圧延プロセスを行い、フィルム基材に対して射出成形プロセスを行って、プラスチック材料26をフィルム基材の第2の表面上に形成する。
(もっと読む)
エンボス加飾一体成形品及びその製造方法
【課題】薄くて軽量で、エンボス加飾され、デザイン多様性に優れ、且つ触感のよいエンボス加飾一体成形品及びその製造方法を提供する。
【解決手段】表皮材20と射出成形により表皮材20と一体成形されたコア材10からなるエンボス加飾一体成形品1であって、表皮材20が、オレフィン系熱可塑性エラストマー、スチレン系樹脂、塩化ビニル系樹脂及び塩素化ポリエチレン系熱可塑性エラストマーからなる群から選ばれる少なくとも一種の樹脂を主成分とし、且つエンボス加飾されているエンボス加飾シートからなり、コア材10が、スチレン系樹脂及びポリカーボネート系樹脂からなる群から選ばれる少なくとも一種の樹脂を主成分とし、エンボス加飾一体成形品1における表皮材20表面の残留三次元表面粗さが4〜100μmの範囲である。
(もっと読む)
パネル及びそのパネルの製造方法
【課題】内部が中空なパネル本体内に発泡用原料を注入し、その発泡用原料をパネル本体内で発泡させて成るパネルにおいて、パネル本体内の発泡体がパネル本体の内面に強固に接合されるようにして、パネルの剛性を高める。
【解決手段】パネル1は、内部が中空に形成されたパネル本体2と、該パネル本体2の内面に接合された不織布3と、該パネル本体2内に充填された樹脂製の発泡体4とを具備し、その不織布3のアンカー効果によって、発泡体4がパネル本体2の内面に強固に接合される。また、パネル本体2は、繊維によって強化された樹脂より成り、これによってパネル本体2の剛性と強度が高められる。
(もっと読む)
樹脂封止成形用型の加熱冷却方法及び装置
【課題】成形装置における上下両型の加熱冷却工程を効率良く且つ迅速に行う、小型の圧縮樹脂封止成形装置を用いて半導体素子等の電子部品を樹脂封止成形することができる加熱冷却方法とその装置を提供する。
【解決手段】上型6と下型10に冷却手段64、104を備えると共に、上型6内に冷却手段を備えたゲートノズル15を配設する。更に、成形時には上型6と上型加熱用のヒータ52及び下型10と下型加熱用のヒータ94との間に空気断熱用の間隙Sを設定した状態で上下両型6、10を冷却する冷却工程を行い、また、この間隙Sを無くした状態で上下両型6、10を加熱する冷却工程を行う。減圧作用と弾性部材63、103を用いた簡易手段によって間隙Sの設定・解除と上下両型6、10の加熱・冷却の切り替えを迅速に行う。
(もっと読む)
電子部品の圧縮樹脂封止成形方法
【課題】半導体素子等の電子部品を小型・軽量化した圧縮樹脂封止成形装置を用いて樹脂封止成形する。
【解決手段】上型6と下型10に冷却手段(64、104) を備えると共に、上型6内に冷却手段(154a)を備えたゲートノズル15を配設し、下型10に単数枚の基板装填用キャビティ(106) を配設する。更に、成形時には上型6と上型加熱用ヒータ(52)及び下型10と下型加熱用ヒータ(94)との間に空気断熱用の間隙Sを設定した状態で上下両型(6、10) を冷却し、また、この間隙Sを無くした状態で上下両型(6、10) を加熱する温度管理を行う。
また、この型構造とゲートノズル15の配設により装置の小型軽量化が図れると共に、樹脂材料の性状に適応した温度管理を行うことができる。
(もっと読む)
塗膜接着フィルム、型内塗装品の製造方法および型内塗装品
【課題】 熱硬化性塗料と樹脂成形品との間が十分に熱せられなくとも樹脂成形品と熱硬化性塗料層との密着力が高い型内塗装品を得る。また、奥行きと金属調なども含んだ高精細で多様性に富んだ意匠を備える型内塗装品を得る。
【解決手段】 樹脂成形品と熱硬化性塗料層との間に塗膜接着層が形成された型内塗装品を形成するための塗膜接着フィルムであって、ベースフィルムの一方の面に塗膜接着層が積層され、他方の面に第一意匠層と樹脂接着層が順次積層されたようにする。
(もっと読む)
加飾樹脂成形品及び加飾樹脂成形品の製造方法
【課題】特別な位置合わせを要することなく、加飾部分にグラデーションを有する加飾樹脂成形品及び加飾樹脂成形品の製造方法を提供すること。
【解決手段】成形樹脂層11の裏面に印刷層12を有する加飾樹脂成形品10であって、該成形樹脂層が半透明であり、かつ、その厚さが連続的に変化することを特徴とする加飾樹脂成形品及び(A)印刷層12を有する加飾シートを金型に挿入する工程、及び(B)該金型に成形樹脂を射出して加飾樹脂成形品を得る工程を有する加飾樹脂成形品の製造方法であって、成形樹脂の層厚が連続的に変化するように金型のキャビティを調整することを特徴とする加飾樹脂成形品10の製造方法である。
(もっと読む)
81 - 90 / 388
[ Back to top ]