
国際特許分類[B29K61/20]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | アルデヒドまたはケトンの縮合重合体を成形材料として使用 (61) | アミノ樹脂 (10)
国際特許分類[B29K61/20]に分類される特許
1 - 10 / 10
成形品の製造方法及びこの製造方法で得られるボタン
【課題】ユリア樹脂成形材料やメラミン樹脂成形材料を用いて装飾性に富んだ成形品を容易かつ安価に製造することができる成形品の製造方法及びこの製造方法によって得られるボタンを提供する。
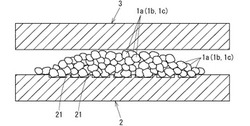
【解決手段】粒状ユリア樹脂成形材料及び粒状メラミン樹脂成形材料から選ばれた少なくともいずれかの1種の粒状成形材料の少なくとも表面に、顔料を溶剤で溶解させた着色液を少なくともその表面層に含浸させて得られた粒状着色成形材料1aを成形金型2,3に必要量供給し、加熱圧縮成形する。
(もっと読む)
樹脂組成物、樹脂ワニス、複合材料及びその製造方法、プリプレグ並びに樹脂フィルム
【課題】アンカー効果に頼らずに金属層(金属膜)と樹脂基材等との接着性に優れ、表面が平滑な複合材料を得ることができる樹脂組成物を提供する。また、当該樹脂組成物を用いた樹脂ワニス、複合材料及びその製造方法、プリプレグ、樹脂フィルムを提供する。
【解決手段】少なくとも一部の表面を金属化する成形体に用いられ、加熱成形工程を経て成形される成形体用の樹脂組成物であって、(A)昇華性金属化合物と、(B)有機化合物とを含有し、(B)有機化合物が、熱硬化性樹脂及び熱可塑性樹脂から選ばれる少なくとも1種である樹脂組成物である。また、当該樹脂組成物を用いた樹脂ワニス、複合材料及びその製造方法、プリプレグ、樹脂フィルムである。
(もっと読む)
圧縮成形用再生メラミン樹脂材料、再生メラミン樹脂成形品、食器、及び再生メラミン樹脂成形品の製造方法

【課題】成形形状の対応性に優れ、圧縮成形によってもオーバーキュアが発生し難く、確実に固化するものであって、成形後の衝撃耐久性にも優れた圧縮成形用再生メラミン樹脂材料やこれを圧縮成形してなる再生メラミン樹脂成形品等を提供する。
【解決手段】再生メラミン樹脂成形品の粉砕粉末を主成分として含まない使用済メラミン樹脂成形品の粉砕粉末と、再生メラミン樹脂材料を含まないメラミン樹脂材料とが混合され、前記粉砕粉末の配合量が全重量比50〜65%である。再生メラミン樹脂成形品の圧縮成形用再生メラミン樹脂材料は全重量比0.5%以上の黒色着色剤を含み、成形後の表面全体に艶消しシボ加工1sが施される。
(もっと読む)
ホルムアルデヒドを含まない成形品及び関連部品の製造方法
本発明は大部分が農業用繊維でごく一部が結合剤及び流動促進充填促進剤を含む成形用混合物を提供する。成形用混合物はホルムアルデヒドを略含まず、低水分含量であって高延伸比を有する。本発明はまた、請求の範囲に記載される成形用混合物に基づいた成形品及び関連部品の製造方法を提供する。成形品(830)及び溝(810)及び板(820)等の軽量、高密度でより複雑な形状を有する関連部品は、請求の範囲に記載される方法により製造可能である。この方法は、成形用混合物に必要な材料を供給する工程、成形用混合物を形成するために供給された材料を混合する工程、圧縮成形の準備において成形用混合物を振盪する工程、及び成形品及び関連部品を形成するための成形用混合物を圧縮成形する工程を含む。 (もっと読む)
蒸気雰囲気下に供される加熱用又は保温用容器
【課題】調理食品を蒸気雰囲気下で再加熱して食用に供するようにする場合や蒸気雰囲気下による保温等の長時間蒸気雰囲気下に供される際に起る経時的な汚染や光沢低下等に依る劣化を抑えることができる美麗な蒸気雰囲気下対応熱硬化性樹脂製容器を提供する。
【解決手段】調理食品を蒸気雰囲気下で加熱して食用する場合や蒸気雰囲気下による保温等の長時間の蒸気雰囲気に供される容器であって、当該容器が内外表面にメラミン系樹脂成形被覆用組成物をコーティングしたグレーズコーティング層を有する熱硬化性樹脂の成形品である蒸気雰囲気下に供される加熱用又は保温用容器。
(もっと読む)
クッション体及びその製造方法
【課題】難燃性、クッション性、耐久性及び軽量性が良好であって車両、鉄道、飛行機等の座席用として好適なクッション体を目的とする。
【解決手段】クッション体の厚み方向に略沿って所定位置に貫通孔12を形成したメラミン樹脂発泡体からなる所定厚みの芯材11と、膨張性黒鉛が分散したポリウレタン樹脂発泡体からなる表層材15とでクッション体10を構成すると共に、前記表層材15で前記芯材11の周囲を覆い、かつ前記貫通孔12に前記表層材15を充填させて、前記芯材11と一体に前記表層材15を形成した。前記メラミン樹脂発泡体からなる芯材により、軽量性を高め、膨張性黒鉛により難燃性を高め、ポリウレタン樹脂発泡体で、クッション性、耐久性を高めた。
(もっと読む)
三次元形状サンドイッチ構造を製作するための方法
各々が補強材料及び成形可能材料で被覆された2つの両側主表面を有する、特に紙ハニカム構造の圧縮性コア層を備える積層材料(1)から三次元形状サンドイッチ構造が製作される。積層材料(1)は、2つの相互に可動な金型部分(7、9)を有する圧縮金型内で成形される。コア層内のひび、裂け目又は割れ目の形成を低減させるために、第1の金型部分(7)は少なくとも2つの相互に可動な金型部品(10及び11〜12)で構成される。第1の金型部品(10)をその成形位置へ向けて動かすことにより、積層材料(1)の第1の部分が最初に深絞りされ、それにより積層材料にしわが形成され、第2の金型部品(11〜12)が、第1の金型部品(10)よりも後で及び/又は低速で動かされる。第1の金型部品による積層材料(1)の深絞り領域への引き寄せはほとんど又は全く妨害されないという事実により、このようにして第1の金型部品(10)によるしわの形成が促進される。第2の金型部品を異なる副部品(11〜13)で構成し、これらの部品もまたその成形位置へ向けて連続的に動かすようにすることができる。 (もっと読む)
製品の製造方法
本発明は、(a)50μm〜5mmの範囲の直径(質量平均)を有する連続気泡アミノ樹脂フォーム断片を、(b)少なくとも1種のフィルム形成性ポリマーと混合し、付形工程に付し、その後、乾燥する、ことを特徴とする製品の製造方法に関する。 (もっと読む)
複合成形可能な化粧積層板ドアパネル
化粧積層板ドアパネルは、両方向に引き伸ばし可能な化粧シートから構成された樹脂含浸化粧層と、両方向に引き伸ばし可能なクラフト紙から構成された樹脂含浸コア層とを含む複合成形可能な化粧積層板を含む。ドアパネルはまた、化粧積層板が接合される基材を含む。 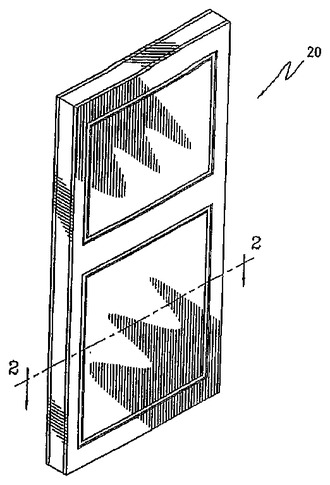 (もっと読む)
(もっと読む)
熱硬化性材料、硬化されたか、または未硬化の熱硬化性材料の形成方法および形成装置
本発明は、硬化されたか、部分的に硬化されたか、または未硬化の熱硬化性材料の形成方法であって、
・照射された熱硬化性材料の温度が40℃と400℃との間まで導かれるような様式で、かなりの程度まで近赤外範囲内にある電磁放射に熱硬化性材料を暴露する照射工程と、
・照射された熱硬化性材料を所望の形状へと導く形成工程とを含んでなり、
それによって、照射工程間および/または照射工程後に形成工程が実行される方法に関する。また本発明は、前記方法を実行するための装置および熱硬化性材料にも関する。
(もっと読む)
1 - 10 / 10
[ Back to top ]