
国際特許分類[B29L31/56]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | その他の特定物品 (2,863) | びん,ジャーまたは類似物の栓またはふた (56)
国際特許分類[B29L31/56]に分類される特許
41 - 50 / 56
容器蓋材成形装置及び方法
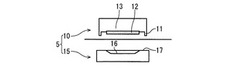
【課題】薄いプラスチックフィルムからなる容器蓋材に凹部を効率的に成形する。
【解決手段】フィルム移送面に沿って供給されるフィルム1の両側に加熱部材10と成形型部材15を対向配置し、これらをフィルムを挟んで密接した位置に移動させてこれらの間に密閉空間を形成する。この状態で、フィルムを加熱部材のヒータ12に密着させて成形可能に加熱軟化させると共に、このフィルムを成形型部材の成形面16に密着させて該成形面に対応した形状の凹部を備えた蓋材に成形する。空気圧送及び/または真空吸引を用いてフィルムをヒータ/成形面に密着させることができる。
(もっと読む)
プラスチック製品を成形するための金型、および金型要素を製造するための方法

金型は、少なくとも2つの金型部(2)を備え、各金型部(2)は、製品の一部を成形するための窪み部(71)と、冷却液を流すことが出来る管手段(4)と、を備え、管手段(4)は、冷却液のための経路を定義する、窪み部(71)を囲繞する湾曲した管(43)と、湾曲した管(43)に繋がる供給部(41a)を有する流入管(41)と、湾曲した管(43)から出る排出部(42a)を有する流出管(42)と、を備え、湾曲した管(43)、供給部(41a)、および排出部(42a)は、経路を含む共通の面(40)上に設けられることを特徴とする。 (もっと読む)
ライナ成形装置及びライナ成形方法
【課題】 ライナによるボトル缶の密封性を従来よりも一段と向上できるライナ成形装置及びライナ成形方法を提供することにある。
【解決手段】 ライナ成形装置1では、押圧面10の成形下死点を変化させて余分に供給された合成樹脂材101を押圧面10の下方領域に集めるようにしたことにより、シール部成形手段2の環状凹部7と飲料容器用キャップ105の内面106Aとの間の距離を一定に保つことができ、その結果、ライナ110のシール部109Bの厚さを予め選定した所定の厚さH1に確実に成形できるので、シール部109Bの厚さにばらつきが生じることを未然に防止でき、これによりキャッピング加工での絞り深さのばらつきをなくし、ライナ110によるボトル缶の密封性を従来よりも一段と向上できる。
(もっと読む)
ライナ成形装置、ライナ成形方法及びライナ
【課題】 ライナによる容器の密封性を従来よりも一段と向上できるライナ成形装置、ライナ成形方法及びライナを提供することにある。
【解決手段】 飲料容器用キャップ2の天板部7の内面8に位置決めされた溶融した合成樹脂材3を押圧成形手段4の押圧面6によって押圧し、天板部7の内面8にライナを成形するライナ成形装置1において、押圧面6に形成され、この押圧面6の環状凹部12まで合成樹脂材3を押し広げるように当該合成樹脂材3を放射状に押圧する突出部13を設けるようにした。従って、突出部1によって合成樹脂材3を中心部から環状凹部12まで確実に導くことができるので、一部が欠けた不完全な成形部分を有したライナを成形し難くでき、かくしてライナによる容器の密封性を従来よりも一段と向上できる。
(もっと読む)
圧縮成形装置
プラスチック品を圧縮成形する装置は、第一の軸を中心として移動するように取り付けられた複数の金型を含む。各金型は、金型上部および金型下部を含み、金型上部および金型下部の少なくとも一方は、非円形の第一の循環回路を移動可能であり、型穴を形成するために他方の金型部分を基準として移動可能である。金型装填材送り出しシステムは、個々の金型装填材を型穴へ送り出し、第一の軸から間隔を置いた第二の軸を中心とした第二の循環経路を移動する少なくとも1つの送り出し機構を含み、第二の循環経路は第一の循環経路の一部に重なる。  (もっと読む)
(もっと読む)
食品収納容器若しくは蓋体の製造方法
【課題】実用的な強度を有し、しかも工業的に安価に製造し得る植物性繊維材料製食品収納容器の製造方法を提供する。
【解決手段】パルプ及びパルプ以外の植物性繊維材料の1種若しくは2種以上から所定の大きさの厚紙状物に形成する工程と、ヒートシール能を有する熱可塑性樹脂をコーティングする工程と、前記厚紙状物の四隅に隣接する側面片を連結する折込片を形成する工程と、このようにして得た厚紙状物を凹凸一対のプレス金型で加熱プレスして食品収納容器若しくは蓋体を形成する工程とを具備し、前記一方の対向する側面片は、他方の対向する側面片よりも先に起立するように構成して、加熱プレスにより折込片を四隅に重合貼着させた容器を形成する。
(もっと読む)
圧縮成形機械
圧縮成形機械は、水平軸線周りの回転のために装着されたホイール(22)、及びホイールの周りに配置された角度的に離間した複数の金型(52)を含む。金型の各々は、第1の金型セグメント(54)、及び第1の金型セグメントの半径方向外側に配置された第2の金型セグメント(56)を含む。第1及び第2の金型セグメントの少なくとも一方は、プラスチック物品を圧縮成形するための閉鎖位置と、成形物品を金型から除去して金型に金型注入物を入れるために離間した開放位置との間で他方の金型セグメントに対して半径方向に可動である。  (もっと読む)
(もっと読む)
様々な高さの熱可塑性容器を成形するための高さ調整可能なベースを備えた成形装置
本発明は、ブロー成形またはストレッチブロー成形によって、異なる高さを取れる熱可塑性物質の容器を製作するための成形装置に関し、前記成形装置は相互に可動である半型(2A、2B)および軸方向に可動である金型基部(5)をもつ金型(1)を備え;金型基部は、軸方向移動のための動作手段が連結されているホルダ(22)によって支持されており;金型基部およびそのホルダ(22)は、成形用キャビティの高さに対応して調整可能であり、逆方向ピッチの2つのネジの形態で設けられている可変高さスペーシング手段(24)によって固定され;したがって金型基部は、ホルダ(22)および/または金型基部に動作可能に連結されている移動手段を改変することなく、成形用キャビティの高さに対して軸方向で位置を決めることができる。  (もっと読む)
(もっと読む)
深絞り成形用多層フィルムおよびそれからなる深絞り包装用容器
【課題】 本発明は、熱収縮性フィルムを深絞り成形用多層フィルムとして用いたとき、ボイル処理などによる耳部(フランジ部)のカール発生および枠シールした包装体のボイル後の面皺の発生を低減した深絞り成形用の多層フィルムを提供することを目的とする。
【解決手段】 底材(A)を構成する多層フィルム及び蓋材(B)を構成する多層フィルムの各々の90℃における熱水収縮率が縦横各々1〜18%であり、130℃における底材(A)を構成する多層フィルムと蓋材(B)を構成する多層フィルムの少なくとも1方向の瞬間熱収縮力の差の絶対値が300g/20mm巾以下である深絞り成形用多層フィルム。
(もっと読む)
圧縮成形によってキャップを成形する装置
圧縮成形によってキャップを形成する装置が:中心軸(2)の周囲で回転し、互いに中心軸から等距離に取り付けられた複数の圧縮成形ユニット(3)を周縁に具備した第一コンベアー(1)と;第一コンベアーの中心軸と平行な中心軸の周囲で回転し、且つ第一コンベアーのダイキャビティ(320)に成形される物質の装填材料を供給する手段(42)と、第一コンベアーのパンチから取り除かれた成形キャップを集める手段とを、周縁に具備した第二コンベアー(4)と;第二コンベアーによって取り除かれたキャップを案内して運ぶ手段を、周縁に具備し得る第三コンベアー(5)と;成形される物質を供給する各手段と他の第三コンベアー(5)との両方に関連する、少なくとも一つの別の第二コンベアー(4)と;を備え、第一コンベアー(1)の外側に等間隔の角度で分配された少なくとも二つのコンベアー84)を有するシステムを形成し、各成形型がコンベアーの各回転毎に少なくとも二つのフォーミングサイクルを行い、二つのサイクルが少なくとも部分的に重なる第一コンベアーの進行弧に沿って、行われる。  (もっと読む)
(もっと読む)
41 - 50 / 56
[ Back to top ]