
国際特許分類[B29L31/56]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | その他の特定物品 (2,863) | びん,ジャーまたは類似物の栓またはふた (56)
国際特許分類[B29L31/56]に分類される特許
31 - 40 / 56
圧縮成形法
第一成形手段(7,20,22,107)および第二成形手段(9)を有する金型(6,106)内のプラスチック投与分(10,210)を圧縮成形する方法であって、−プラスチック投与分(10,210)から物体(1)を形成するために、プラスチックのストレスを小さくするように選択された予備設定プロファイルに従って変化する速度で第一成形手段(7,20,22,107)を第二成形手段(9)に向かって移動させ、−プラスチックのストレスを小さくするように選択された他の予備設定プロファイルに従って変化する圧力をプラスチックに付与しながら金型(6,106)内にその物体(1)を維持し、かつ−前記金型(6,106)から物体(1)を取出す、工程を含む方法。 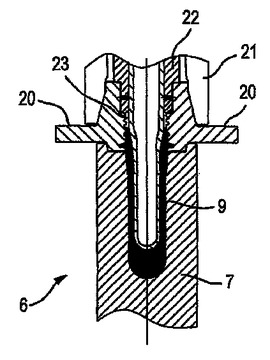 (もっと読む)
(もっと読む)
バッグインボックス用注出口シール構造およびこれを備えるバッグインボックス
【課題】注出口部材の筒状部に注出栓部材が装着されたバッグインボックスにおいて、液漏れを防ぐと共に、注出栓部材の注出向きの角度の傾きを調整することを容易にする。
【解決手段】注出口部材10の筒状部11の内周面15には、筒状部11の基端13側に向いた面を有する段差部16が形成され、この段差部16に対して筒状部11の軸方向に当接して係合する引き抜き防止用の突起部25が注出栓部材20の挿入取付け部21の先端に形成され、該突起部25は、筒状部11外へ突出することなく筒状部11内の段差部16より基端13側の部分に収納され、挿入取付け部21の外周面24には、断面形状が山形でかつ外周面24の周方向に延在する環状の突条26が少なくとも2本配設され、筒状部11の内周面15は、筒状部11の先端12と前記段差部16との間において、突条26の外周端部27とのみ接触した構造とする。
(もっと読む)
開封防止機構付きキャップ、その製造方法、開封防止機構付きキャップの成形金型、及び開封防止機構付き容器

【課題】キャップの螺合部と螺子最終位置側の先端部との位置ズレの発生を抑制し、キャップの体裁が良く、また、容器本体の口部の径の大きさの制限を抑止しうる開封防止機構付きキャップ等を提供すること。
【解決手段】本発明の開封防止機構付きキャップ1は、外形周囲を亘る一の外周板11と、この外周板11の内側面に形成された内螺子部と、外周板11の内側面のうち内螺子部の下方に複数個形成され、開封時に容器本体の一部と掛止しうる第一の掛止爪21と、外周板11の内側面であって第一の掛止爪21間に複数個形成され、樹脂成形時に成形金型の一部と掛止しうる第三の掛止爪23とを具備する。
(もっと読む)
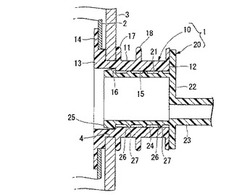
包装容器部分の射出モールド成形方法および装置
本発明は、熱可塑性の開口装置(16)と連結し、また、少なくとも1つの外層に熱可塑性材料を含む包装容器本体(12)の端部分(20)と連結する熱可塑性の包装容器部分を射出モールド成形する方法および装置に関するものである。この方法は、内側モールド型(24)および外側モールド型(26)を組合せることで形成されたキャビティ(30)の中に前記端部分(20)と前記開口装置(16)の少なくとも一部分とを配置する段階と、前記端部分が開口装置(16)よりも高い温度となるように開口装置(16)および端部分(20)の間に温度差を与える段階と、少なくとも第1の材料の少なくとも1つの溶融材料(32)をキャビティ(30)内に射出する段階と、その溶融材料(32)を前記開口装置(16)および前記端部分(20)に接触させる段階とを含む。  (もっと読む)
(もっと読む)
キャップ
【課題】成型金型からの引き抜きに際してパッキン係止用アンダーカットが圧潰することのないキャップを提案する。
【解決手段】容器の口部開口に対面する天壁1と、この天壁1の縁部に一体連結してその内側に容器の口部を入れ込む区画凹所Mを形成する周壁2とからなるキャップにおいて、前記周壁1の内面に、金型コアCからの引き抜きに際して該金型コアCに設けられた突起tの乗り上げにより該周壁2を拡径させて天壁1に近接配置されるパッキン係止用アンダーカット3の圧潰を防止する凸部4を設ける。
(もっと読む)
フランジ付き容器の成形方法
【課題】ポリエステル樹脂を基材とするフランジ付き容器を成形する場合に、ポリエステル樹脂を充分に結晶化させて耐熱性を充分に得ると共に、フランジ部の厚さを全体に均一な厚さに成形できて、良好なヒートシール性を得ることができるようにする。
【解決手段】樹脂シートを塑性変形が可能な温度にまで予備加熱した状態で、この樹脂シートのうちで容器のフランジ部となる部分を、成形用金型の上金型と下金型とにより挟持して押し潰すと共に、樹脂シートの基材の樹脂の半結晶化時間が最小となる温度に下金型を加熱した状態で、成形用金型により容器の形状に樹脂シートを成形して、樹脂シートの基材のポリエステル樹脂を15〜50%まで結晶化させた後、これを高温状態のままで冷却用金型21に移して、容器1のフランジ部2を上金型22aと下金型23aとで挟持して押し潰すことで、容器1のフランジ部2を再成形する。
(もっと読む)
異種材料を一体化した栓
【課題】 異種材料を一体化した栓に関し、接合部分の接合強度が優れた栓を提供することにある。特に、高圧蒸気滅菌等で内容物の体積膨張が生じる医療用吸着器等において、容器の変形を緩和し、人体に悪影響を及ぼさず、更に煩雑な作業を無くすことを目的として、材質の異なる部材が一体化された栓を提供することにある。
【解決手段】 熱可塑性樹脂から成る第1の部材と熱可塑性エラストマーから成る第2の部材を界面で接合させ、一体化した栓。接合部分の接合強度が優れるとともに、接合部分に接着剤を使用しないため人体への悪影響がないので、医療用吸着器に好適に用いることが出来る。
(もっと読む)
中栓の製造方法
【課題】ガスバリア性に優れた合成樹脂製の中栓の製造方法を提供する。
【解決手段】遮蔽部10と嵌着部20とノズル部30とスコア部40とプルリング60とを備え、スコア部40は、プルリング60を引くことによって開封可能な第1スコア部41と、平面視該プルリング60の内方部分で第1スコア部41よりも肉厚な第2スコア部42とからなる中栓の予備成形体1aの外形形状に沿った形状のキャビティ90を備える金型の遮蔽部10の容器200側表面を形成する位置に、フィルム70を配置するフィルム配置工程と、金型を閉じて、金型のゲート85aからキャビティ90に溶融した合成樹脂を射出する射出成形工程と、射出成形工程により射出成形された予備成形体1aの第2スコア部42に切込み形成手段87を押圧して第2スコア部42を開封可能とする切込みを形成するプレス工程と、切込みが成形された中栓を脱型する脱型工程とを備える。
(もっと読む)
押し出し容器の蓋体の成型方法
【課題】押し出し容器の蓋体の成型方法を提案する。
【解決手段】容器本体の側周壁の上段内側に密着する形状の側周壁を有すると共に、その内側に段部を介して鍋底状の反転凹部を形成した押し出し容器の蓋体の成型方法であって、合成樹脂シート材を成型可能温度まで加熱する加熱工程と、加熱されたシート材を側周壁の中間部に段部を有する鍋底形状の第1金型により蓋体の第1離型に成型する第1成型工程と、成型された第1離型の温度を維持したまま次工程に移送する移送工程と、上記第1金型と反対の方向から、前記第1離型を当該第1離型の側周壁及び段部に対応する形状を有すると共に、当該段部より内側に反転凹部に対応する凹部を有する形状の第2金型により蓋体の第2離型に成型する第2成型工程とからなるという手段を採用した。
(もっと読む)
容器蓋材成形装置及び方法
【課題】薄いプラスチックフィルムからなる容器蓋材に凹部を効率的に成形する。
【解決手段】フィルム移送面に沿って供給されるフィルム1の両側に加熱部材10と成形型部材15を対向配置し、これらをフィルムを挟んで密接した位置に移動させてこれらの間に密閉空間を形成する。この状態で、フィルムを加熱部材のヒータ12に密着させて成形可能に加熱軟化させると共に、このフィルムを成形型部材の成形面16に密着させて該成形面に対応した形状の凹部を備えた蓋材に成形する。空気圧送及び/または真空吸引を用いてフィルムをヒータ/成形面に密着させることができる。
(もっと読む)
31 - 40 / 56
[ Back to top ]